



این مطلب با پشتیبانی شرکتهای رونیکس و آچاره تهیه شده است تا اطلاعات سودمندی درباره روشها و نکات مهم برشکاری و جوشکاری در اختیار تعمیرکاران و کارشناسان این حوزه قرار دهد.
برشکاری و جوشکاری از کارهای بسیار پرکاربرد در کارگاهها و صنایع مختلف به شمار میروند. همچنین، بسیاری از تعمیرکاران و تکنسینها برای انجام امور نصب، تعمیر یا حتی پروژههای کوچک خانگی از این دو روش استفاده میکنند.
برای رعایت ایمنی، بهبود کیفیت کار و جلوگیری از حوادث احتمالی هنگام استفاده از ابزارهای مربوطه، باید به یک سری نکات کلیدی توجه داشت. در این مقاله، نکات ظریف و کاربردی برشکاری و جوشکاری را از زبان یک متخصص این زمینه از شرکت آچاره مرور میکنیم.
رونیکس را بخوانید.
فوت و فنهای برشکاری با سنگ فرز (فرز آهنگری سوپر)
سنگ فرز عمدتاً به دو نوع اصلی تقسیم میشود: فرز آهنگری سوپر و فرز سنگبری سوپر. شاید در نگاه اول این دو وسیله شبیه به هم به نظر برسند و فکر کنیم کارهای مشابهی انجام میدهند؛ اما اگر اهل فن باشید یا تجربه کار با ابزار را داشته باشید، حتماً میدانید که نباید از این دو دستگاه به جای یکدیگر استفاده کرد. برای آشنایی بیشتر با تفاوتهای این دو ابزار، پیشنهاد میکنیم مطلب «تفاوت سنگ فرز آهنگری و سنگبری در چیست؟» را بخوانید.
از آنجا که برش با سنگ فرز یکی از کارهای مهم در کارگاهها و صنعت است، در ادامه چند نکته ساده اما مهم را مرور میکنیم که هنگام کار با فرز آهنگری سوپر باید رعایت کنید:
پیش از وصل کردن دوشاخه دستگاه به پریز برق، مطمئن شوید که کلید روشن/خاموش دستگاه در حالت خاموش قرار دارد تا ایمنی شما حفظ شود.

اگر در هنگام کار با دستگاه، برق قطع شد، حتماً کلید اصلی دستگاه را خاموش کنید. زیرا وقتی برق دوباره وصل شود، دستگاه به طور خودکار روشن میشود و این ممکن است باعث بروز خطر برای شما شود.
برای اینکه برادههای آهن پراکنده نشوند، هرگز از پارچه نزدیک سنگ فرز استفاده نکنید. چون ممکن است پارچه به دستگاه گیر کند و باعث آسیب شود. همچنین مراقب باشید شال، روسری یا لباسهای گشاد شما در حین کار، به سمت دستگاه کشیده نشود.
توصیه میکنیم حتماً مقاله مقایسه جاروبرقی با جاروشارژی| جاروبرقی یا جاروشارژی؟ انتخاب شما کدام است؟ را مطالعه کنید.

هنگام برش قطعه، اگر دو انتهای قطعه کاملاً محکم و ثابت نباشند، امکان دارد دستگاه دچار گیرکردگی یا پرت شود.

برای اینکه سنگ فرز هنگام کار در قطعه گیر نکند و قلاب نشود، میتوانید از دو روش ساده استفاده کنید:
روش اول:
یک سر قطعهای که روی آن کار میکنید را کاملاً آزاد و بدون گیر نگه دارید.
روش دوم:
قبل از شروع خط برش، یک قطعه دیگر را دقیقاً زیر محل برش قرار دهید.
—
مدلهای مختلف سنگهای فرز آهنگری برند رونیکس

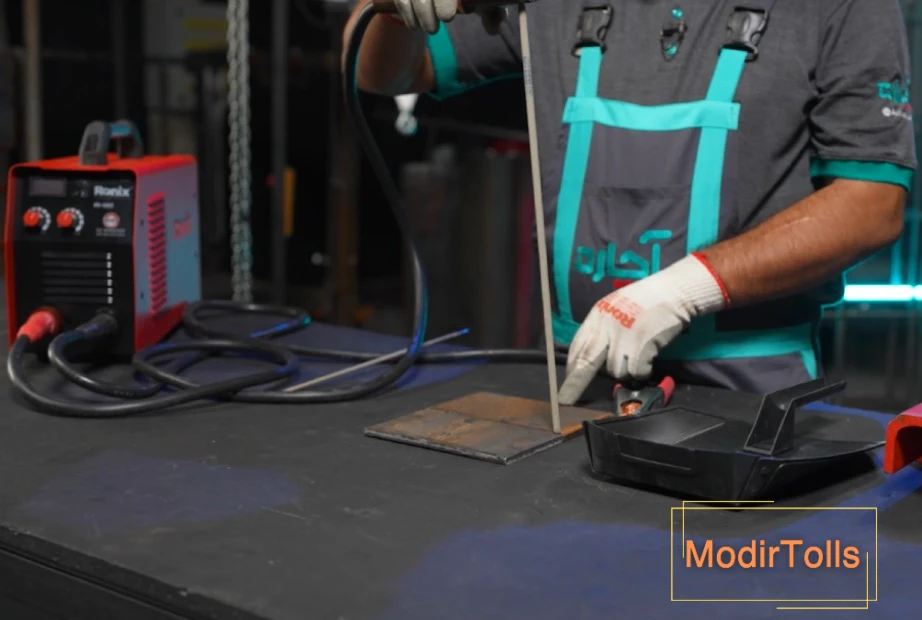
فوت و فنهای جوشکاری
برای انجام یک جوشکاری حرفهای، فقط انتخاب یک دستگاه اینورتر مناسب کافی نیست. باید به یک سری نکات دیگر هم دقت کنید تا نتیجه کارتان عالی و ماندگار شود. به عنوان نمونه، برای اینکه جوشی با کیفیت و محکم داشته باشید، باید هنگام کار زاویه الکترود را به شکل صحیحی تنظیم نمایید.
برای گسترش دانش خود، به مقاله گشتاور دریل شارژی چیست | آموزش قدم به قدم تنظیم گشتاور دریل شارژی سر بزنید.
در ادامه، برخی از کاربردیترین روشها و نکات جوشکاری با دستگاه جوش اینورتر را مرور میکنیم:
زاویه الکترود در جوشکاری تخت
جوشکاری معمولی اغلب در حالت تخت یا زیردستی اجرا میشود. این شیوه در مقایسه با دیگر روشهای جوشکاری، سادهتر و آسانتر است.
در جوشکاری تخت، زاویهی الکترود نسبت به خط جوش، حدود ۷۵ تا ۸۰ درجه است. به این صورت که ابتدا الکترود را به صورت عمود (زاویه ۹۰ درجه) روی قطعه کار قرار میدهیم. سپس آن را حدود ۱۰ تا ۱۵ درجه به سمت جهتی که میخواهیم جوش بدهیم، کج میکنیم.
نقطه پایان جوش، قسمتی است که ممکن است ضعیف باشد. برای اینکه این قسمت را کاملاً پر کنید، در انتهای کار لحظهای درنگ کنید و الکترود را کمی بچرخانید. سپس آن را به آرامی به سمت ابتدای خط جوش بلند کنید. با این روش، سطح قسمت پایانی با بقیه جوش هموار و یکسان خواهد شد.
زاویه الکترود در جوشکاری افقی
جوشکاری به صورت افقی کمی سختتر از جوشکاری روی یک سطح صاف است. برای انجام این نوع جوشکاری، باید دقت و حوصله بیشتری به خرج داد تا نتیجه کار، تمیز و محکم شود.

زاویه الکترود برای جوشکاری در حالت افقی، حدود ۷۵ تا ۸۰ درجه نسبت به سطح کار و همچنین حدود ۷۵ تا ۸۰ درجه به سمت مسیر جوش تنظیم میگردد.

زاویه الکترود در جوشکاری سقفی
برای اتصال قطعات فلزی در سقف یا روی بام، از روشی به نام جوشکاری سقفی کمک میگیرند. در این روش، جوشکار باید قطعهای را که در بالای سرش قرار دارد، جوش دهد.

برای انجام جوشکاری سقفی، باید زاویه الکترود را بین ۷۵ تا ۸۰ درجه تنظیم کنید. توجه داشته باشید که این زاویه باید به سمت مسیری که جوش میدهید، باشد.
زاویه الکترود در جوشکاری کنج
جوش کنج با اسامی دیگری مثل جوش لب به لب، جوش گوشه و جوش پوششی هم معروف است. این روش جوشکاری را میتوان بسته به نوع کار و شکل قطعات، روی اجسام گوناگون اجرا کرد.

زاویهٔ دستگاه جوش برای اتصال گوشهای، روی خط میانی زاویهٔ قطعه کار قرار میگیرد. این زاویه معمولاً بین ۷۵ تا ۸۰ درجه و رو به سمتی تنظیم میشود که عملیات جوشکاری در آن انجام میگیرد.
زاویه الکترود در جوشکاری عمودی سربالا
در جوشکاری به روش سربالا، برای اتصال دو قطعهای که به صورت ایستاده و عمودی قرار گرفتهاند، باید جوش را از قسمت پایین شروع کرده و به سمت بالا حرکت داد.
پس از تنظیم شدت جریان دستگاه، برای انجام این نوع جوش عمودی، زاویهٔ الکترود یا مشعل باید بین ۱۰۰ تا ۱۱۵ درجه تنظیم شود. این زاویه باید رو به مسیر جوشکاری و به سمت بالا باشد.

سپس، فرآیند جوشکاری را به سمت بالا ادامه دهید.

ترفند مهم جوشکاری ورقهای نازک
یک روش کاربردی برای جوش دادن ورقهای ظریف این است که سیم اتصال را به سر مثبت دستگاه وصل کنید. دلیل این کار آن است که اتصال به سر منفی، گرمای زیادی به قطعه منتقل میکود و باعث ذوب شدن یا سوراخ شدن ورق میشود.
دستگاههای جوش اینورتر و جوشهای قابل حمل، نقش مهمی در پیشرفت صنعت در سراسر جهان داشتهاند.

سخن آخر
در این نوشته از مجله رونیکس، مهمترین نکات مربوط به برشکاری و جوشکاری را از زبان کارشناسان شرکت آچاره بررسی کردیم. امیدواریم این اطلاعات برای شما سودمند بوده باشد.
همچنین میتوانید با مشاهده ویدئوی آموزشی «راهنمای کامل برشکاری و جوشکاری» که با مشارکت شرکت آچاره تولید شده، مراحل کار را به شکل تصویری و گامبهگام فرا بگیرید.
.h_iframe-aparat_embed_frame{position:relative;}.h_iframe-aparat_embed_frame .ratio{display:block;width:100%;height:auto;}.h_iframe-aparat_embed_frame iframe{position:absolute;top:0;left:0;width:100%;height:100%;}
در پایان، اگر سوال یا نظری دارید، میتوانید از بخش دیدگاههای همین صفحه با ما در تماس باشید.
در اینجا میتوانید اطلاعات کاملتری درباره کموتاتور چیست و استفاده از کموتاتورها چه مزایایی دارد؟ بیابید.
سوالات متداول
قلاب شدن سنگ فرز به چه معناست؟
وقتی صفحه سنگ فرز بر اثر روش نادرست استفاده خرد و شکسته شود، به این حالت قلاب شدن میگویند.
چرا در زمان جوشکاری چشممان میسوزد؟
سوزش و درد چشم هنگام جوشکاری معمولاً به دلیل تماس چشم با پرتوهای فرابنفش (UV) ایجاد میشود.
برای جوشکاری لوله، کدام الکترود نفوذ بهتری دارد؟
انتخاب الکترود مناسب به اندازه و ضخامت لوله بستگی دارد؛ اما در بیشتر موارد، الکترودهای 6013 و 7018 برای جوشکاری لوله و نفوذ بهتر پیشنهاد میشوند.