



جوشکاری با قوس الکتریکی از روشهای بسیار رایج و با سابقه برای به هم پیوستن فلزات به شمار میرود که در زمینههای گوناگون صنعتی مورد استفاده قرار میگیرد. در این روش، با برقراری یک جرقه الکتریکی میان الکترود و قطعه فلزی، محل اتصال ذوب شده و پیوندی مستحکم بین دو قطعه پدید میآید.
در این نوشته، نخست به معرفی جوشکاری قوسی پرداخته و سپس موارد استفاده فراوان آن در صنعتهای مختلف را مرور خواهیم کرد.
رونیکس را بخوانید.
جوشکاری قوسی چیست؟
جوشکاری با قوس الکتریکی، روشی است که در آن از انرژی برق برای ذوب کردن و به هم پیوستن دو تکه فلز استفاده میشود. در این فرآیند، یک جرقه یا قوس الکتریکی میان الکترود و فلز اصلی (قطعهای که باید جوش بخورد) پدید میآید. این قوس، گرمای زیادی تولید میکند که باعث ذوب شدن لبههای فلزات و اتصال محکم آنها به یکدیگر میشود.

فرایند جوشکاری قوسی چگونه است؟
جوشکاری با قوس الکتریکی روشی برای پیوند دادن قطعات فلزی است. در این فرآیند، با استفاده از یک منبع برق متناوب یا مستقیم، یک قوس الکتریکی ایجاد میشود. این قوس حرارت بسیار زیادی تولید میکند که میتواند فلز را در نقطه اتصال ذوب کند. حرارت ایجاد شده به حدود ۳۵۹۳ درجه سانتیگراد میرسد. سپس این قوس را میتوان به صورت دستی یا با دستگاه، در طول خط اتصال هدایت کرد. الکترود مورد استفاده ممکن است تنها نقش انتقال جریان برق را داشته باشد، یا علاوه بر آن، خودش ذوب شده و به عنوان ماده پرکننده به محل جوش اضافه شود.
به دلیل دمای بسیار بالا، فلز ذوب شده با اکسیژن و نیتروژن هوا ترکیب میشود. برای جلوگیری از این تماس و حفظ کیفیت جوش، از یک لایه محافظ به شکل گاز یا سرباره استفاده میکنند.
اشتباهات معمول در جوشکاری و روشهای اصلاح آنها.
مزایای جوشکاری قوسی
جوشکاری با قوس الکتریکی به خاطر سادگی و انعطاف بالایی که دارد، یکی از رایجترین شیوههای جوشکاری در کارگاهها و صنایع گوناگون است. برخی از مهمترین برتریهای این روش عبارتند از:
یادگیری آسان و بدون پیچیدگی
سرعت عمل و بازدهی مناسب
قابلیت استفاده در شرایط و پروژههای مختلف
مقاومت و عمر طولانی اتصال ایجادشده
توانایی جوش دادن فلزات متنوع
انواع جوشکاری قوسی
روشهای گوناگونی برای جوشکاری با قوس الکتریکی وجود دارد. انتخاب هر روش به عواملی مانند نوع فلز، دستگاه جوش در دسترس و نوع گازی که برای محافظت از منطقه جوش به کار میرود، بستگی دارد. در برخی روشها مانند تیگ، میگ و مگ، از یک گاز محافظ استفاده میشود تا از ناخالصی و آلودگی محل اتصال جلوگیری کند.
به طور کلی، جوشکاری قوسی را میتوان در دو گروه اصلی جای داد: جوشکاری با الکترودی که ذوب میشود و مصرف میگردد، و جوشکاری با الکترودی که ذوب نمیشود و مصرف نمیشود.
بیشتر بخوانید: روش های مختلف جوشکاری | هر روش چه زمانی کاربرد دارد؟
روشهای جوشکاری با الکترود مصرفی
در این شیوه، همزمان با آب شدن قطعه فلزی، الکترود نیز ذوب میشود و به عنوان ماده پرکننده درز اتصال مورد استفاده قرار میگیرد.
جوشکاری میگ: در این روش، از یک گاز محافظ استفاده میشود تا از تماس فلز مذاب با هوا و آلوده شدن آن جلوگیری کند.

جوشکاری زیرپودری (که با نام جوشکاری سربارهای هم شناخته میشود) یکی از روشهای جوشکاری با قوس الکتریکی است. در این فرآیند، حرارت ناشی از قوس الکتریکی، هم فلز اصلی و هم سیم جوش (الکترود) را ذوب میکند تا اتصال ایجاد شود.
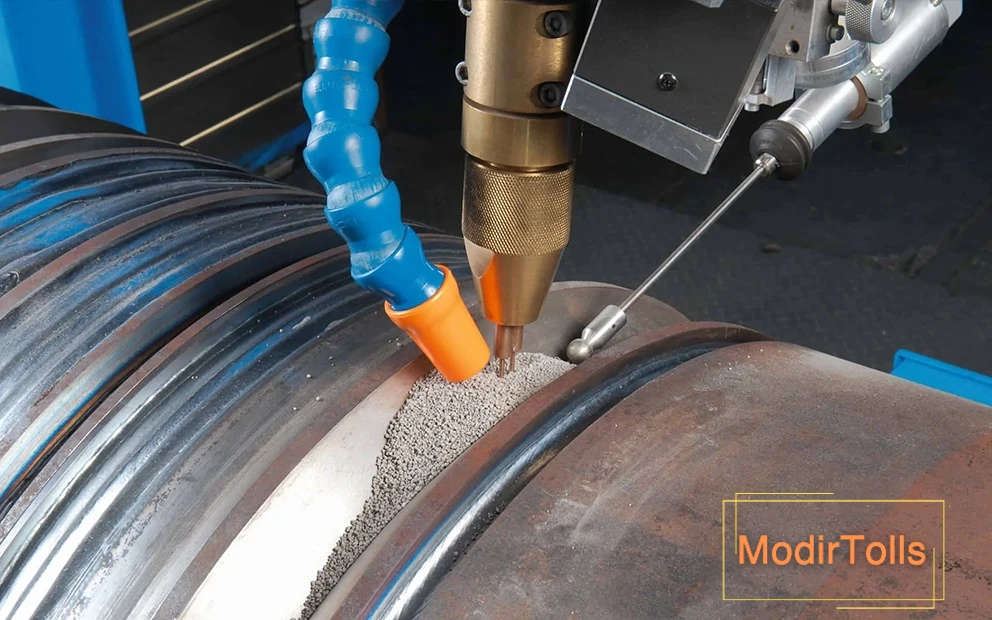
مهمترین نکته در این روش، به کار بردن پودر یا سرباره برای پوشاندن قوس الکتریکی و حوضچه مذاب است.
جوشکاری قوس الکتریکی با الکترود پوششدار (SMAW): این روش که به آن «جوشکاری با الکترود دستی» هم میگویند، پرکاربردترین و سادهترین نوع جوشکاری قوس الکتریکی به شمار میرود. در این فرآیند از یک الکترود مصرفی که با دست نگهداری میشود، استفاده میگردد. روی این الکترود یک لایه محافظ (فلاکس) وجود دارد که هنگام کار ذوب میشود. این لایه با تولید گاز و سرباره، از جوش در برابر هوا و اکسید شدن در حین عملیات جوشکاری محافظت میکند.
در روش جوشکاری با الکترود دائم، خود الکترود ذوب نمیشود. وظیفه آن تنها ایجاد حرارت و قوس الکتریکی است تا قطعهای که میخواهیم جوش دهیم، ذوب شود.

جوشکاری تیگ: در این روش، از یک الکترود با جنس تنگستن استفاده میشود که در حین کار ذوب نمیشود. برای تشکیل اتصال جوش، باید سیم جوش اضافی به صورت دستی یا خودکار به منطقه جوش اضافه شود. همچنین در این فرآیند، استفاده از گاز محافظ برای جلوگیری از آلودگی منطقه جوش کاملاً لازم است.
جوشکاری قوس پلاسما: (PAW) این شیوه بسیار شبیه به جوشکاری تیگ است. در اینجا نیز یک قوس الکتریکی بین یک الکترود ثابت و قطعه کار برقرار میشود. این قوس، گاز داخل مشعل را به حالت پلاسما درمیآورد. سپس پلاسما از یک نازل مخصوص با فشار خارج شده و به سطح کار هدایت میشود. در این روش نیز از گاز محافظ برای محافظت از جوش استفاده میگردد.

در این مطلب به بررسی دلایل و فاکتورهایی میپردازیم که روی قیمت دستگاه اینورتر جوشکاری تأثیر میگذارند. شناخت این عوامل به شما کمک میکند تا انتخاب مناسبتری داشته باشید.
قدرت و توان خروجی دستگاه یکی از اصلیترین موارد است. هرچه دستگاه بتواند جریان بالاتری برای جوشکاری فراهم کند، معمولاً قیمت آن نیز بیشتر خواهد بود.
برند و شرکت سازنده نیز نقش مهمی دارد. محصولات برندهای معروف و با سابقه، اغلب به دلیل کیفیت قطعات، خدمات پس از فروش و اعتبار نام تجاری، قیمت بالاتری دارند.
تکنولوژی و امکانات اضافی هم در قیمت تأثیرگذارند. دستگاههایی که دارای قابلیتهایی مانند تنظیم دقیق جریان، امکان جوشکاری با انواع الکترود، سیستمهای محافظتی پیشرفته و پنلهای کنترل دیجیتال هستند، معمولاً گرانتر میباشند.
کیفیت ساخت و قطعات بهکار رفته نیز بسیار مهم است. استفاده از قطعات مرغوب و با دوام، هزینه تولید را افزایش میدهد که این موضوع در قیمت نهایی محصول مشهود است.
در نهایت، خدمات همراه دستگاه مانند گارانتی، مدت و شرایط آن، دسترسی به قطعات یدکی و پشتیبانی فنی نیز از عواملی هستند که هنگام مقایسه قیمتها باید به آنها توجه کرد.
کاربرد جوشکاری قوسی
جوشکاری قوسی به خاطر فواید زیادی که دارد، در بسیاری از کارخانهها و صنایع گوناگون استفاده میشود. در زیر، برخی از کاربردهای این روش جوشکاری در زمینههای مختلف را مرور میکنیم:
ساختمانسازی: از جوشکاری قوسی برای ساختن سازههای فلزی مانند پلها، ساختمانها و اسکلتهای فلزی استفاده میشود.
تولید دستگاهها و ماشینها: این روش برای ساخت و تعمیر ماشینآلات صنعتی و کشاورزی به کار میرود.
ساخت و تعمیر کشتی: جوشکاری قوسی در ساختن و تعمیر کشتیها و قایقها نقش بسیار مهمی دارد.
صنعت نفت و گاز: در این صنعت از جوشکاری قوسی برای ساخت و تعمیر لولهها، مخزنها و دیگر ابزارهای مربوط به نفت و گاز استفاده میکنند.
خودروسازی: جوشکاری قوسی در تولید بدنه و شاسی انواع خودروها کاربرد دارد.
فلزات قابل استفاده در جوشکاری قوسی
در این بخش، فلزاتی که میتوان با روش جوشکاری قوسی به هم متصل کرد را معرفی میکنیم و نکات کلیدی مربوط به هر کدام را مرور مینماییم.
**منیزیم**
جوشکاری قوسی منیزیم ممکن است، ولی به ابزارهای ویژهای نیاز دارد. این کار بیشتر برای تعمیر قطعات ریختهگری و افزودن مادهی جدید به قسمتهای فرسوده یا شکسته استفاده میشود. باید دقت کرد که الکترود به کار رفته، فاقد کلرید سدیم باشد تا از زنگ زدگی جلوگیری شود.
**آلومینیوم**
جوشکاری آلومینیوم معمولاً با روشهای میگ یا تیگ انجام میگیرد. جوش دادن این فلز گاهی سخت است، چون گرمای را به سرعت منتقل میکند و روی سطح آن یک لایهی اکسیدی وجود دارد که دمای ذوبش از خود آلومینیوم بیشتر است. با این حال، جوشکاری قوسی میتواند بر این سختیها چیره شود.
**فولاد ضد زنگ**
میتوان فولاد ضد زنگ را با چندین روش جوشکاری قوسی به راحتی جوش داد. جوشکاری با الکترود (استیک) روی آن امکانپذیر است، ولی نتیجه از نظر زیبایی چندان مطلوب نیست. روش میگ روی این فلز، سریعتر و محکمتر از جوشکاری با الکترود است، اما ظاهر کار پس از پایان، همیشه عالی نیست. بنابراین اگر ظاهر نهایی قطعه برای شما مهم است، بهتر است از جوشکاری تیگ کمک بگیرید.
**فولاد**
فولاد پرکاربردترین مادهای است که با جوشکاری قوسی به هم وصل میشود و بسیاری از پیشرفتهای اولیه در این روش نیز بر پایهی جوش دادن فولاد بوده است. جوشکاری با الکترود (SMAW) به سادگی روی فولاد انجام میشود و نتیجهای با کیفیت خوب دارد. همچنین بسته به نیاز خاص، میتوان از دیگر انواع جوشکاری قوسی نیز برای فولاد استفاده کرد.
**تیتانیوم**
تیتانیوم را معمولاً با فرآیند تیگ جوش میدهند، اما روش میگ هم برای آن قابل استفاده است. این فلز به خوبی جوش میخورد، ولی باید به تمیزی قطعه و همچنین پوشش کامل منطقهی جوش با گاز محافظ توجه زیادی داشت. وجود این محیط محافظ خنثی در هنگام جوشکاری قوسی تیتانیوم بسیار مهم است.
**چدن**
چدن به خاطر درصد بالای کربن، مادهای چالشبرانگیز برای جوشکاری به شمار میآید. هنگام جوش دادن چدن، کنترل دمای ماده اهمیت زیادی دارد. چون چدن انعطافپذیر نیست، گرم کردن موضعی آن ممکن است باعث ایجاد تنش و در نتیجه ترک شود. به طور کلی، چدن قبل از جوشکاری نیاز به گرم کردن اولیه دارد و خنک کردن آن پس از جوش نیز باید به آرامی و تحت کنترل انجام شود.
برای آشنایی بیشتر با جوشکاری چدن مقاله “معرفی ۷ نکته اجرایی مهم جوشکاری چدن؛ بهترین روش انجام چیست؟” را بخوانید.
**مس و برنج**
مس و برنج به آسانی با جوشکاری قوسی به هم متصل میشوند. آلیاژهای مس را میتوان با جوشکاری الکترودی جوش داد، اما برای دستیابی به کیفیت بالاتر، استفاده از روشهای میگ یا تیگ توصیه میشود.
**آلیاژهای نیکل**
آلیاژهای نیکل را میتوان مشابه دیگر فلزات با کارایی بالا مانند فولاد ضد زنگ و تیتانیوم، با جوشکاری قوسی جوش داد. روش تیگ به عنوان بهترین گزینه شناخته میشود، اما به کارگیری روشهای میگ و الکترود (SMAW) نیز ممکن است.
تجهیزات مورد نیاز برای جوشکاری قوسی
برای انجام جوشکاری با قوس الکتریکی، استفاده از وسایل محافظتی مناسب بسیار مهم است. این کار کمک میکند تا از خطرات و صدمات احتمالی به بدن جلوگیری شود. اصلیترین وسیله، عینک مخصوص جوشکاری است که از چشمها و صورت در برابر نور خیلی قوی و پرتوهای آسیبرسان محافظت میکند.
عینک ایمنی پلیکربنات مدل RH-9025 رونیکس، دارای شیشه شفاف است، در برابر خط و خش مقاوم میباشد و از چشمها و اطراف صورت کاربر به خوبی در برابر حرارت و تراشههای پرتاب شده جوشکاری محافظت میکند.

دستکشهای مخصوص کار که در برابر حرارت مقاومند، برای محافظت از دستها در برابر سوختگی لازم و ضروری هستند. همچنین لباسهای محافظتی که از جنس ضدحریق و مقاوم در برابر جرقه و دمای بالا ساخته شدهاند، به همراه کفشهای ایمنی، از بدن و پاها مراقبت میکنند.
علاوه بر این، فراهم کردن جریان هوای کافی در محل کار برای جلوگیری از جمع شدن گازهای خطرناک و دودهای زیانآور، اهمیت بسیار زیادی در سالم ماندن جوشکار دارد.
جوشکاری قوسی: اتصالی قدرتمند
جوشکاری با قوس الکتریکی، یکی از روشهای بسیار رایج در صنعت است. اگر این مهارت را بیاموزید، توانایی ارزشمندی کسب خواهید کرد که در مشاغل گوناگون به کارتان میآید.
برای دستیابی به نتیجهای خوب و ایمن، مهم است که نوع مناسب جوشکاری قوسی را انتخاب کنید و از ابزارها و روشهای درست استفاده نمایید. با توجه به تنوع شیوههای موجود و مهارت جوشکاران حرفهای، این روش اتصالی قابل اطمینان برای نیازهای مختلف صنعتی به شمار میرود.
شما به عنوان یک استادکار بیشتر از چه روش جوشکاری استفاده میکنید؟
بر اساس اطلاعات سایت ایران بور، جوشکاری قوسی به این شکل تعریف میشود:
“جوشکاری قوسی یکی از روشهای جوشکاری است که در آن گرمای لازم برای ذوب و به هم پیوستن فلزات، از طریق یک قوس الکتریکی تأمین میشود. در این روش، یک منبع قدرت، با استفاده از جریان برق مستقیم یا متناوب، یک قوس الکتریکی بین الکترود (که ممکن است مصرفی یا غیرمصرفی باشد) و قطعه کار ایجاد میکند.”
سؤالات متداول
چطور میتوانیم در جوشکاری با قوس الکتریکی بهتر شویم؟
دو چیز اصلی برای پیشرفت یک جوشکار، یادگیری اصولی و تمرین عملی است. هنگام آموزش، جوشکار به درک بهتری از روش کار جوشکاری قوس الکتریکی میرسد و میفهمد که کارها و تنظیمات او چطور روی نتیجه جوش اثر میگذارد.
جوشکاری قوس الکتریکی با جوشکاری لیزری چه فرقی دارد؟
اساسیترین تفاوت این دو روش در چگونگی تولید گرمای لازم برای آب کردن فلز است. در جوشکاری قوس الکتریکی، این گرما با ایجاد یک قوس الکتریکی تولید میشود؛ اما در جوشکاری لیزری، پرتو نور متمرکز لیزر، فلز را گرم و ذوب میکند.
چگونه میتوان تجهیزات ایمنی رونیکس را خرید؟
تجهیزات ایمنی و سایر محصولات تولیدشده توسط رونیکس از طریق فروشگاههای ابزارفروشی در سراسر ایران قابل خریداری هستند.