



قطب مثبت و منفی در دستگاه جوش چه هستند؟ اگر تازه میخواهید جوشکاری را یاد بگیرید، باید بدانید که برای ماهر شدن در این کار، نیاز دارید تا ابزار و روش جوش دادن را به خوبی بشناسید. یکی از اولین چیزهایی که باید یاد بگیرید و در آن مهارت پیدا کنید، شناخت قطب مثبت و منفی دستگاه جوش است. این دانش به شما کمک میکند تا هم ایمن کار کنید و هم نتیجه کارتان بهتر شود.
هر دستگاه جوش یک سر مثبت و یک سر منفی دارد. وقتی میخواهید جوش بدهید، باید الکترود و قطعهای که میخواهید جوش بخورد را به دستگاه وصل کنید (هر کدام به یک قطب). با روشن کردن دستگاه، یک مسیر الکتریکی برقرار میشود و عملیات جوشکاری ممکن میشود. اما سوال مهم اینجاست: الکترود را به کدام قطب باید وصل کرد؟ و قطعه کار را به کدام؟
در این نوشته از مجله رونیکس، همه نکات لازم درباره دو قطب مثبت و منفی دستگاه جوشکاری را برای شما توضیح میدهیم. بعد از خواندن این مطالب و به کار بستن آنها، پیشرفت در کارتان را احساس خواهید کرد. آماده اید تا شروع کنیم؟
رونیکس را بخوانید.
با کاربرد قطب مثبت و منفی دستگاه جوش آشنا شوید
خیلی از کسانی که تازه جوشکاری را شروع کردهاند، نمیدانند که انتخاب درست قطب دستگاه چقدر مهم است. این انتخاب روی کیفیت جوش، دقت کار و حتی ایمنی آن تأثیر مستقیم میگذارد. اگر قطبها را اشتباه انتخاب کنید، جوش خوبی به دست نمیآید و مشکلاتی مانند پاشش زیاد فلز، نفوذ کم جوش به قطعه و کنترل سخت قوس جوشکاری پیش میآید. هر یک از این دو قطب، کاربرد و ویژگیهای خاص خود را دارند که باید با توجه به نوع جوشی که میخواهید بزنید، از آنها استفاده کنید.
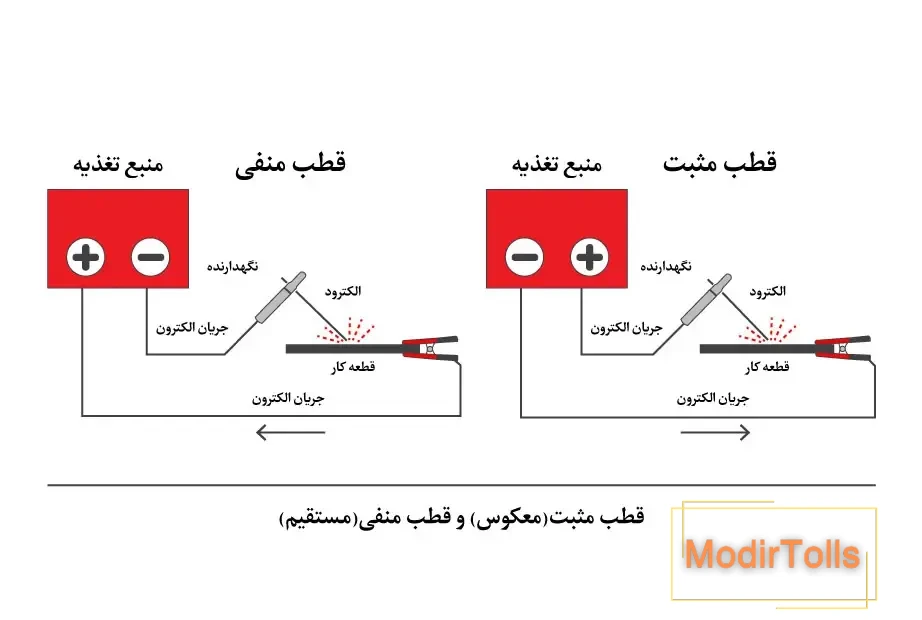
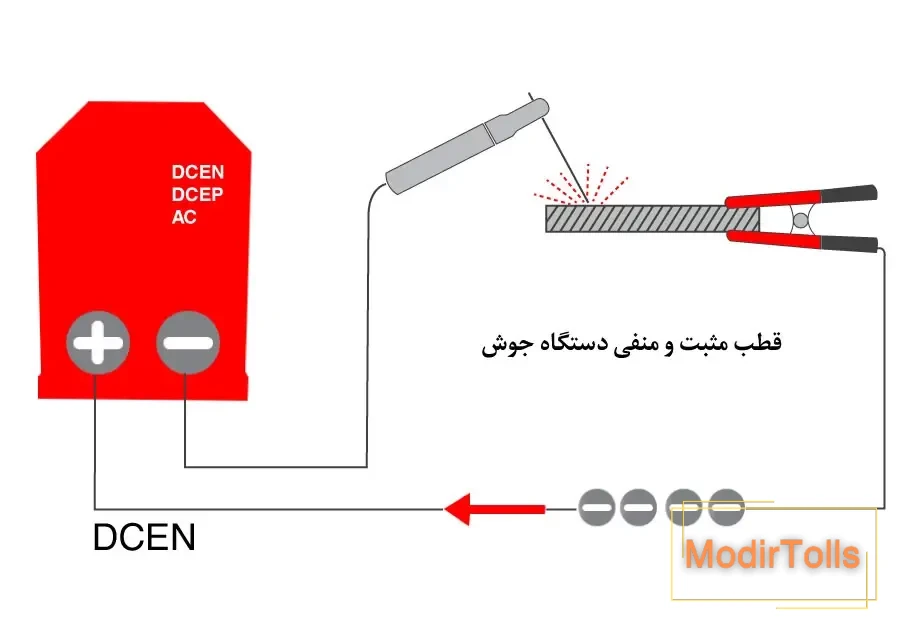
قطب منفی یا مستقیم (DCEN – Direct Current Electrode Negative)
در این حالت باید الکترود را به سر منفی و قطعه کار را به سر مثبت دستگاه وصل کنید. این روش معمولاً برای جوشکاری ورقهای نازک مناسب است، زیرا سرعت ذوب الکترود در آن بیشتر است و سریعتر میتواند منطقه جوش را پر کند. همچنین پاشش کمتری دارد، قوس آن پایدارتر است و برای کارهای ظریف و دقیق گزینه بهتری محسوب میشود.
قطب مثبت یا معکوس (DCEP – Direct Current Electrode Positive)
در این روش باید الکترود را به قطب مثبت و فلز پایه را به قطب منفی دستگاه متصل کنید. این حالت برای جوشکاری فلزات ضخیم و در مواردی که نیاز به نفوذ عمیقتر دارید، بسیار مناسب است؛ زیرا گرمای بیشتری در نوک الکترود ایجاد میکند. اگر میخواهید اتصالی محکم و با عمق مناسب روی قطعات ضخیم مانند فولاد ایجاد کنید، استفاده از این تنظیمات پیشنهاد میشود.
تاثیر قطب مثبت و منفی دستگاه جوش بر جوشکاری
در انواع گوناگون جوشکاری، انتخاب درست قطب دستگاه نقش مهمی در کیفیت کار دارد. این انتخاب روی چگونگی کنترل قوس الکتریکی، عمق نفوذ جوش و میزان پاشش مواد تأثیر میگذارد. همانطور که پیشتر اشاره شد، اگر الکترود را به قطب منفی وصل کنیم، کنترل قوس بهتر شده و پاشش کمتری خواهیم داشت. اما اگر هدف ما نفوذ بیشتر و عمیقتر جوش باشد، معمولاً اتصال الکترود به قطب مثبت گزینه مناسبتری است. نکته مهم دیگر این است که تنظیم قطب به جنس الکترود و نوع مادهای که جوش میدهیم نیز وابسته است. به همین دلیل، ممکن است با تغییر جنس قطعه کار یا ضخامت آن، لازم باشد قطب دستگاه را نیز تغییر دهیم.
مقایسه قطب مثبت و منفی در دستگاه جوش
در بخشهای پیشین، به طور کامل به بررسی قطب مثبت و منفی در جوشکاری پرداختیم و ویژگیهای هر یک را بیان کردیم. جدولی که در ادامه میآید، نتیجهگیری همه آن مطالب است و به شما امکان میدهد تا تفاوت این دو قطب را به سرعت و به آسانی ببینید و مقایسه کنید.
| جدول مقایسه قطب مثبت و منفی دستگاه جوش | ||
| ویژگی | قطب منفی (DCEN) | قطب مثبت (DCEP) |
| نوع جریان | مستقیم (DC) | مستقیم (DC) |
| الکترود | به قطب منفی متصل میشود | به قطب مثبت متصل میشود |
| فلز پایه | به قطب مثبت متصل میشود | به قطب منفی متصل میشود |
| نرخ ذوب | بالا | پایین |
| پاشش | کم | زیاد |
| ثبات قوس | بالا | پایین |
| نفوذ جوش | کم | زیاد |
| کاربرد | فلزات نازکتر، جوشکاری دقیقتر | فلزات ضخیمتر، نیاز به نفوذ عمیقتر |
| مزایا | کنترل بهتر قوس، پاشش کمتر | نفوذ عمیقتر |
| معایب | نفوذ کم | پاشش بیشتر، کنترل ضعیفتر قوس |
دستگاههای جوش اینورتر چگونه کار میکنند؟
این دستگاهها ابتدا جریان برق متناوب شهری را دریافت میکنند. سپس آن را به جریان مستقیم تبدیل مینمایند. پس از آن، جریان مستقیم دوباره به جریان متناوب تبدیل میشود، اما این بار با فرکانسی بسیار بالاتر. در مرحله بعد، این جریان پرفرکانس، تقویت شده و در نهایت به جریان مستقیم نهایی برای عملیات جوشکاری تبدیل میگردد.
این فرآیند تبدیلهای پیاپی، امکان کنترل دقیقتر و مصرف انرژی بهینهتر را در مقایسه با دستگاههای جوش سنتی فراهم میسازد.
نکات قطب مثبت و منفی دستگاه جوش
حال که شناخت اولیه و کلی از قطب مثبت و منفی دستگاه جوش پیدا کردید، زمان آن فرا رسیده تا کمی جزئیتر شده و به موارد تخصصیتر در این زمینه بپردازیم.
نکته اول: انتخاب قطب و پدیده ترانسفر حرارتی
در حالت اتصال مثبت:
وقتی دستگاه روی قطب مثبت تنظیم باشد، گرمای بیشتری در نوک الکترود ایجاد میشود. این گرمای زیاد کمک میکند فلز ذوب شده به خوبی درون قطعه کار نفوذ کند. اما ممکن است برای الکترودهایی که به دما حساس هستند، مشکلساز شود و باعث آسیب دیدن آنها گردد.
در حالت اتصال منفی:
وقتی دستگاه روی قطب منفی باشد، بیشتر گرمای تولید شده در خود قطعه کار متمرکز میشود. این موضوع باعث میشود عمل ذوب سریعتر انجام شود و قوس جوش پایدارتر بماند. از این حالت معمولاً برای جوشکاری ورقهای نازک استفاده میشود، چون از گرم شدن بیش از حد موضع جلوگیری میکند.
نکته دوم: تاثیر قطبهای مختلف متفاوت بر پاشش جوش
در حالت مثبت:
میزان پاشیدن مواد ممکن است افزایش یابد. دلیل این است که گرمای زیاد در نوک الکترود، باعث میشود فلز گداخته به سرعت و به صورت ناهماهنگ بخار شود.
در حالت منفی:
میزان پاشش کمتر خواهد بود. این ویژگی برای جوشکاریهایی مناسب است که به دقت زیاد و سطحی تمیزتر نیاز دارند.

نکته سوم: الکترودهای مختلف و انتخاب قطب
انتخاب نوع الکترود جوشکاری بر روی انتخاب قطب دستگاه تاثیر میگذارد. هر الکترود با توجه به جنس مواد تشکیلدهنده و اندازهاش، در قطبهای مختلف، نتایج متفاوتی ارائه میدهد. به عنوان نمونه، الکترودهای دارای پوشش معمولاً در قطب مثبت، نفوذ عمیقتری ایجاد میکنند؛ اما الکترودهای بدون پوشش در قطب منفی عملکرد بهتری دارند.
نکته چهارم: اهمیت انتخاب قطب در انواع خاص جوشکاری
در روشهای جوشکاری TIG و MIG، انتخاب درست قطب الکترود بسیار مهم است و بر کنترل و ثبات قوس تأثیر مستقیم میگذارد.
در جوشکاری TIG، معمولاً از قطب منفی برای الکترود (DCEN) استفاده میکنند. این انتخاب به کاهش پاشش مواد و افزایش کنترل جوشکار کمک میکند.
اما در جوشکاری MIG، اغلب از قطب مثبت برای الکترود (DCEP) بهره میبرند. دلیل این انتخاب، دستیابی به بیشترین عمق نفوذ در محل جوش است.
نکته پنجم: اثر انتخاب قطب بر عمر الکترود و کارایی دستگاه جوش
انتخاب صحیح نوع قطبیت، تأثیر زیادی بر دوام الکترود و عملکرد دستگاه جوش دارد. وقتی دستگاه روی قطب مثبت تنظیم باشد، دمای نوک الکترود بسیار بالا میرود و در نتیجه الکترود زودتر از بین میرود و باید مدام عوض شود. در مقابل، با تنظیم دستگاه روی قطب منفی، سایش الکترود بسیار کم میشود؛ این کار باعث میشود الکترود عمر طولانیتری داشته باشد و هزینههای کار هم کاهش پیدا کند.انتخاب درست قطبیت، با توجه به جنس فلز، ضخامت قطعه و نوع الکترود، کیفیت جوش را بهتر میکند و سرعت کار را در پروژههای جوشکاری بالا میبرد. این تصمیم آگاهانه نهتنها باعث میشود محل جوش محکمتر و بادوامتر باشد، بلکه در بلندمدت هزینههای نگهداری و تعمیر را نیز کمتر میکند.بیشتر بخوانید: اینورتر 200 آمپر RH-4607K

بر اساس توضیحات سایت وینر درباره قطب مثبت و منفی در جوشکاری میتوان گفت:
اصطلاحات “قطب مستقیم” و “قطب معکوس” در واقع به معنای قطب منفی الکترود و قطب مثبت الکترود هستند. زمانی که از قطب مثبت الکترود (قطب معکوس) استفاده میشود، عمق نفوذ جوش افزایش مییابد. در مقابل، استفاده از قطب منفی الکترود (قطب مستقیم) باعث میشود الکترود سریعتر ذوب شود. علاوه بر این، باید در نظر داشت که نوع گاز محافظ نیز نقش مهمی در کیفیت فرآیند جوشکاری ایفا میکند.
سخن آخر
عالی شد. حالا شما یک گام پیشرفت کردهاید و میتوانید بگویید که از خیلی از همکارانتان آگاهتر هستید؛ این دانش به شما کمک میکند کارهایتان را با کیفیت بالاتری انجام دهید و جوشهایی بهتر، مقاومتر و تمیزتر ایجاد کنید. با شناخت دقیق کارکرد و اثرات قطب مثبت و منفی در دستگاه جوش، قادر خواهید بود پروژههای جوشکاری خود را مطابق با بهترین معیارهای کیفیت و ایمنی به پایان برسانید.
ما در رونیکس کنار شما هستیم تا با ارائه جدیدترین دانشهای علمی و تجربی، و همچنین فراهم کردن نوآورانهترین ابزارهای جوش و برش، مسیر حرفهای شما را دگرگون کنیم و کمک کنیم تا راه پیشرفت را با سرعت بیشتری بپیمایید.
سوالات متداول
چه موقع باید از قطب مثبت (DCEP) در جوشکاری استفاده کنم؟
از قطب مثبت معمولاً برای جوش دادن قطعات ضخیم فلزی استفاده میشود، جایی که نیاز است جوش عمق بیشتری داشته باشد؛ مثل اتصال صفحات کلفت فولادی.
آیا در وسط کار جوشکاری میتوانم قطب دستگاه را عوض کنم؟
بله، در بعضی شرایط ممکن است لازم باشد قطبیت دستگاه را در حین کار تغییر دهید تا از مزایای هر دو حالت استفاده کنید. البته این تغییر باید با احتیاط و مطابق با دستورالعملهای ایمنی انجام شود.
فرق اصلی پاشش جرقه و ذرات در قطب مثبت و منفی چیست؟
وقتی از قطب مثبت استفاده میکنید، گرمای زیاد سر الکترود باعث میشود فلز ذوب شده به سرعت و به شکل نامنظمی تبخیر شود و در نتیجه پاشش بیشتری ایجاد کند. اما در قطب منفی، پاشش کمتر است و این به شما کمک میکند جوشهای دقیقتر و تمیزتری داشته باشید.