



جوشکاری روشی عملی، مستحکم و مطمئن برای به هم پیوستن دو قطعه است. در این نوشته قصد داریم گونههای مختلف جوشکاری را معرفی کنیم و موارد استفاده هر یک را بیان نماییم. یک جوشکار ماهر باید تشخیص دهد در هر شرایطی چه روش و چه موادی برای اتصال قطعات مناسب است. دانستن روشهای گوناگون جوشکاری میتواند کارایی و سرعت شما را در حین انجام کار بالا ببرد.
رونیکس را بخوانید.
جوشکاری چیست؟
برای شروع، بیایید یک تعریف ساده از جوشکاری داشته باشیم. جوشکاری فرآیندی است که در آن دو قطعه به طور دائم به یکدیگر متصل میشوند. شاید بعضی افراد فکر کنند جوشکاری فقط با دستگاه جوش و الکترود انجام میشود، اما این تصور درست نیست.
در صنعت و بسته به جنس قطعات، روشهای گوناگونی برای جوشکاری وجود دارد. این فرآیند به دو گروه اصلی تقسیم میشود:
جوشکاری ذوبی
جوشکاری غیر ذوبی
بیشتر بخوانید: راهنمای خرید سنگ فرز
آشنایی با جوشکاری ذوبی و معرفی انواع آن
در این بخش از مقاله که به بررسی انواع جوشکاری میپردازیم، روش ذوبی را معرفی میکنیم. همانطور که نام این روش نشان میدهد، در جوشکاری ذوبی، دو قطعهای که قرار است به هم متصل شوند، بر اثر گرمای ایجادشده در فرآیند جوشکاری، ذوب میگردند.
سپس این مواد ذوبشده، فضای خالی بین دو قطعه را پر میکنند و پس از سرد شدن، اتصال محکمی بین آنها ایجاد میشود. روش جوشکاری ذوبی خود به چندین نوع مختلف تقسیم میشود که در ادامه به معرفی آنها خواهیم پرداخت.
جوشکاری قوسی
جوشکاری قوسی مهمترین روش در گروه جوشکاری ذوبی به شمار میرود. در این فرآیند، گرمای لازم برای جوشکاری از طریق یک قوس الکتریکی تولید میشود. قوس الکتریکی در واقع جرقهای است که در اثر اختلاف الکتریکی بین الکترود و قطعهای که باید جوش داده شود، در هوا ایجاد میشود. این قوس حرارت بسیار بالایی دارد و میتواند فلز را آنقدر داغ کند که ذوب شود.
بیشتر بخوانید: جوشکاری میگ چیست؟
جوشکاری قوسی خود به چندین روش گوناگون تقسیم میشود که در ادامه به معرفی آنها میپردازیم.
جوشکاری قوسی با الکترود دستی
جوشکاری با برق و الکترود یکی از روشهای قدیمی و پرکاربرد جوشکاری است. در این روش، از یک میله جوشکاری که به آن الکترود میگویند برای ایجاد جرقه و حرارت استفاده میشود.
مقاله بهترین مارک ابزار مکانیکی در سال جدید | با 5 برند تولید کننده ابزار مکانیکی آشنا شوید حاوی اطلاعات جامعی است.
این میله معمولاً از جنس فلز است و روی آن را با یک لایه محافظ میپوشانند. این لایه کمک میکند تا جرقه جوشکاری پایدار بماند و همچنین با ایجاد یک سرباره، از محل جوش در برابر عوامل بیرونی محافظت کند.

جوشکاری روشی ساده و مقرونبهصرفه است که در بسیاری از صنایع و پروژهها کاربرد دارد. این روش برای اتصال فولاد معمولی، فولاد ضدزنگ و دیگر فلزات آهنی مناسب است.
برای انجام جوشکاری علاوه بر الکترود، به یک دستگاه جوش نیز نیاز دارید. برند رونیکس بهعنوان یکی از متنوعترین تولیدکنندگان ابزار در ایران، دستگاههای جوشکاری بادوام و پرقدرتی طراحی و به بازار عرضه کرده است.
اینورتر جوشکاری ۲۰۰ آمپر توربو فن پلاس نمونهای از این محصولات است. در مدل باکیفیت و حرفهای RH-4604 رونیکس، علاوه بر ولوم تنظیم جریان جوشکاری، یک ولوم Arc Force نیز قرار داده شده است. فناوری IGBT به کار رفته در این دستگاه به کاربر کمک میکند تا کیفیت و عمق جوش را بهبود بخشد و در عین حال، با کاهش مصرف انرژی، بازدهی دستگاه افزایش یابد.
این دستگاه دارای چهار سیستم محافظتی در برابر نوسانات ولتاژ، جریان، دما و اضافهبار است. همچنین در بسیاری از اینورترهای موجود در بازار از سوئیچ ۳۰ آمپر استفاده میشود؛ اما در اینورتر RH-4604 رونیکس از یک سوئیچ ۴۰ آمپر پلاتین با خلوص بالای مس بهره برده شده که امکان کنترل بهتر نوسانات برق ورودی را در آمپراژهای بالا فراهم میکند. این ویژگی باعث کاهش استهلاک و افزایش عمر دستگاه میشود.
بهکارگیری فناوری توربو فن پلاس در پشت دستگاه، استفاده از چهار دیود ۶۰ آمپر و یک ترانس کاهنده باکیفیت و ظرفیت بالا، از دیگر مشخصات مهم اینورتر RH-4604 رونیکس هستند. این دستگاه یک اینورتر واقعی ۲۰۰ آمپر محسوب میشود که امکان ۲۰ دقیقه جوشکاری مداوم با سیمجوشهای روکشدار تا سایز ۵ را فراهم میکند.
جوشکاری قوسی زیر پودری
جوشکاری زیر پودری یک فرآیند جوشکاری خودکار یا نیمهخودکار است. در این روش، از یک سیم جوش که همزمان مصرف میشود، برای برقراری یک قوس الکتریکی استفاده میگردد. این سیم معمولاً به شکل یک لوله فلزی است که داخل آن با پودر مخصوص جوشکاری پر شده است. پودر مورد استفاده نقش محافظت از ناحیه قوس، تشکیل سرباره و همچنین بهبود کیفیت و ویژگیهای اتصال جوش را بر عهده دارد.
این شیوه جوشکاری، سرعت بسیار بالا و بازدهی قابل توجهی دارد و برای اتصال قطعات فلزی ضخیم ایدهآل است. از جوشکاری زیر پودری معمولاً در کار بر روی فولادهای معمولی، فولادهای ضدزنگ، آلومینیوم و نیز سایر آلیاژهای فلزی استفاده میشود.
جوشکاری قوسی تو پودری
جوشکاری با سیم توپودری (که به آن FCAW هم میگویند) یک روش جوشکاری است که میتواند به صورت خودکار یا با کمک اپراتور انجام شود. در این روش، از یک سیم جوش مخصوص به عنوان الکترود استفاده میشود که حامل قوس الکتریکی است. این سیم در واقع یک لوله نازک فلزی است که داخل آن با مواد پودری مخصوص پر شده است. این پودرها وظایف مهمی دارند: از ناحیه جوش در برابر هوا محافظت میکنند، پس از جوش یک لایه محافظ (سرباره) ایجاد مینمایند و به بهبود کیفیت و ویژگیهای محل جوش کمک میکنند. جوشکاری قوس الکتریکی توپودری به نوشته سایت یک دو سه صنعت عبارتست از:
“آشنایی با فرآیند جوشکاری توپودری
جوشکاری توپودری که با نام اختصاری FCAW نیز شناخته میشود، نوعی روش جوشکاری قوسی است. این فرآیند به صورت نیمهخودکار انجام میگیرد و بسیار شبیه به جوشکاری قوسی تحت پوشش گاز محافظ (MAG) میباشد. به همین دلیل از دستگاهها و ابزارهای مشابهی مانند منبع تغذیه جوشکاری با ولتاژ ثابت و دیگر تجهیزات جوشکاری MAG در آن استفاده میشود.
جوشکاری توپودری نخستین بار در دهه ۱۹۵۰ میلادی معرفی شد تا جایگزینی برای جوشکاری قوسی با الکترود دستی (SMAW) باشد. یکی از برتریهای مهم این روش نسبت به جوشکاری دستی، تغذیه یکنواخت و پیوسته سیم جوش است.
این فرآیند جوشکاری هم با گاز محافظ و هم بدون گاز محافظ قابل انجام است، اما برای دستیابی به جوشی با کیفیت بالاتر، معمولاً انجام آن در حضور گاز محافظ توصیه میشود.
آشنایی با فرآیند جوشکاری توپودری (FCAW)
جوشکاری توپودری چطوری انجام می شود؟
جوشکاری با سیم توپودری (FCAW) از گرمای یک قوس الکتریکی برای جوش دادن فلزات در محل اتصال استفاده میکند. این قوس بین قطعه کار و یک سیم جوش که به طور پیوسته به آن میرسد، ایجاد میشود. حرارت قوس، هم سیم جوش و هم فلز اصلی را ذوب کرده و پس از سرد شدن، اتصال جوش تشکیل میشود.
برای گسترش دانش خود، مقاله درجه باد چیست؟ | معرفی کامل انواع درجه باد و کاربرد هر یک را مطالعه کنید.
از نظر روش کار، این فرآیند شبیه به جوشکاری میگ و مگ است، با یک تفاوت اصلی: در جوشکاری میگ و مگ از سیم جوش توپر استفاده میشود، اما در جوشکاری توپودری، سیم جوش به صورت لولهای توخالی است که داخل آن با پودری مخصوص پر شده است. این پودر عملکردی شبیه به پوشش الکترودهای جوشکاری دارد.
وقتی این روش به همراه گاز محافظ انجام شود، احتمال ایجاد نقص در جوش کمتر از حالتی است که از گاز محافظ استفاده نشود. به همین دلیل، گاهی به جوشکاری توپودری با گاز، جوشکاری “دو محافظ” میگویند. معمولاً استفاده از مخلوط گاز ۷۵٪ آرگون و ۲۵٪ دیاکسید کربن توصیه میشود، اما بسته به شرایط کار، میتوان نوع و درصد گاز محافظ را تغییر داد. برای اطلاعات دقیقتر در این زمینه، میتوانید مقاله “آشنایی با انواع گاز محافظ” را مطالعه کنید.
کدام فلزات را می توان با جوشکاری توپودری (FCAW) جوش داد؟
جوشکاری با سیم توپودری (FCAW) روشی است که برای اتصال بسیاری از انواع فولاد معمولی کاربرد دارد. این روش برای جوش دادن چدن، فولاد ضدزنگ و همچنین فولادهای آلیاژی مختلف مناسب است. اما از طرف دیگر، جوشکاری با سیم توپودری برای فلزات بسیار فعال و نیز برای جوشکاری آلومینیوم گزینه مناسبی محسوب نمیشود.
مزایای جوشکاری توپودری (FCAW)
مزایای کلیدی فرآیند جوشکاری با سیم توپودری عبارتند از:
۱) این روش هم در محیطهای باز و هم برای اتصال قطعات کلفتتر، نسبت به جوشکاری میگ و مَگ، عملکرد مناسبتری دارد.
۲) انتخاب بسیار خوبی برای جوشکاری فولادهای آلیاژی محسوب میشود.
۳) سرعت رسوب فلز در این روش بیشتر از جوشکاری میگ و مَگ است. در نتیجه، سرعت جوشکاری بالاتر را بدون آنکه کیفیت کار کاهش یابد، تضمین میکند.
محدودیت های جوشکاری توپودری (FCAW)
محدودیتهای کلیدی فرآیند جوشکاری با سیم توپودری (FCAW) عبارتند از:
۱) این روش در مقایسه با جوشکاری میگ و مَگ، دود و گاز بیشتری تولید میکند. این موضوع گاهی باعث میشود مشاهده و کنترل حوضچه مذاب جوش کمی سختتر شود.
۲) هزینه سیمجوشهای توپودری معمولاً از سیمجوشهای توپر مورد استفاده در جوشکاری میگ و مَگ بیشتر است.
۳) پس از هر مرحله جوشکاری، لازم است پوسته یا تفاله ایجادشده روی جوش (گل جوش) تمیز شود.
کاربرد جوشکاری توپودری (FCAW)
جوشکاری سیم پودری (FCAW) یک روش جوشکاری پرکاربرد و مقرونبهصرفه در صنعت ساختوساز است. همانطور که گفته شد، این روش به دلیل انعطافپذیری بالا در جوش دادن فلزات آلیاژی، کاربرد گستردهای دارد. از این فرآیند بهطور معمول در ساخت سازههای صنایع نفت، گاز و نظامی و نیز در تولید مخازن تحت فشار استفاده میشود.
شماره فنی سیم جوش جوشکاری توپودری (FCAW)
از آنجایی که روش نامگذاری سیمهای جوش در فرآیند جوشکاری توپودری (FCAW) بسیار شبیه به روش نامگذاری در جوشکاری میگ و مگ است، ما این موضوع را با جزئیات کامل در مقالهای با عنوان «صفر تا صد جوشکاری CO2» توضیح دادهایم. برای آگاهی بیشتر، میتوانید به آن مقاله مراجعه کرده و بخش مربوط به سیم جوش را مطالعه کنید.
بررسی تفاوت های جوشکاری FCAW-S و FCAW-G
گاهی در دستورالعملها و استانداردهای جوشکاری با نامهای FCAW-S و FCAW-G روبرو میشوید که ممکن است باعث سردرگمی شما شوند. در اینجا به طور دقیق تفاوت بین این دو روش جوشکاری توپودری را بررسی میکنیم.
در روش FCAW-S، حرف S از کلمه انگلیسی Self-shielded به معنای «خودمحافظ» گرفته شده است. در این نوع جوشکاری توپودری، از گاز جداگانهای برای محافظت استفاده نمیشود. وظیفه محافظت از فلز جوش، مانند فرآیند جوشکاری قوس الکتریکی دستی (SMAW) که توسط پوشش الکترود انجام میشود، در اینجا به عهده پودر داخل سیم جوش است.
در روش FCAW-G، حرف G از کلمه انگلیسی Gas-shielded به معنای «گاز-محافظ» گرفته میشود. در این فرآیند، محافظت از فلز جوش علاوه بر پودر درون سیم جوش، با کمک گاز محافظ نیز انجام میگیرد. به دلیل این محافظت دوگانه، این روش گاهی به نام «جوش دو سپر» نیز شناخته میشود که پیشتر به آن اشاره شده است.

جوشکاری قوسی کربنی
یکی از روشهای دیگر برای جوشکاری، روش جوشکاری قوسی کربنی است. در این روش که با نام CAW نیز شناخته میشود، از یک میله کربنی به عنوان الکترود استفاده میکنند تا یک قوس الکتریکی ایجاد شود. این میله کربنی معمولاً با یک لایه از جنس فلز یا مواد غیرفلزی پوشیده شده است.
جوشکاری قوسی کربنی، فرآیندی ساده و کمهزینه به حساب میآید. از این روش بیشتر برای اتصال فلزات غیرآهنی مانند آلومینیوم، مس و برنج استفاده میشود.
جوشکاری قوسی تیگ
جوشکاری تیگ که با نام جوشکاری تنگستن با گاز محافظ نیز شناخته میشود، یکی از روشهای جوشکاری با قوس الکتریکی است. در این روش از یک الکترود بادوام و غیرمصرفی از جنس تنگستن کمک گرفته میشود تا یک قوس الکتریکی بین نوک الکترود و قطعهای که قرار است جوش بخورد ایجاد شود. این قوس، گرمای لازم برای ذوب کردن فلز را تولید میکند.
در فرآیند جوشکاری تیگ، برای محافظت از فلز گداخته در برابر هوا و جلوگیری از اکسید شدن یا آلودگی، از یک گاز بیاثر استفاده میکنند. این گاز محافظ معمولاً آرگون یا ترکیبی از آرگون و هلیم است.
جوشکاری تیگ روشی بسیار دقیق و با کیفیت بالا محسوب میشود و برای اتصال ورقها و قطعات فلزی با ضخامت کم و متوسط ایدهآل است. از این روش برای جوش دادن فلزاتی مانند استیل ضدزنگ، آلومینیوم، مس، برنج و تیتانیوم به خوبی استفاده میشود.
مقاله ضروریترین تجهیزات سفر با موتور سیکلت کداماند؟ با 7 مورد از لوازم سفر با موتور سیکلت آشنا شوید منبع بسیار خوبی برای یادگیری بیشتر است.
جوشکاری قوسی پلاسما
در ادامه بررسی انواع روشهای جوشکاری، نوبت به معرفی جوشکاری پلاسما میرسد. جوشکاری قوسی پلاسما (PAW) یک فرآیند جوشکاری خودکار یا نیمهخودکار است که در آن از یک الکترود پایدار و غیرمصرفشونده برای ایجاد قوس الکتریکی استفاده میشود. این قوس درون یک گاز محافظ تشکیل میشود و گاز را به حالت پلاسما تبدیل میکند. پلاسما گاز بسیار داغ و یونیزهشدهای است که حرارت بالای آن قادر به ذوب کردن فلزات است.
جوشکاری پلاسما روشی بسیار دقیق و با کنترل بالا است و معمولاً برای اتصال ورقها و قطعات فلزی نازک کاربرد دارد.
برای گسترش دانش خود، به مقاله فواید طراحی ارگونومیک مبلمان سر بزنید.
انتخاب بهترین روش جوشکاری قوسی به شرایط مختلفی بستگی دارد؛ مانند جنس فلزهای درگیر، ضخامت آنها، نیاز به سرعت و دقت در کار و همچنین هزینههای اجرای پروژه.
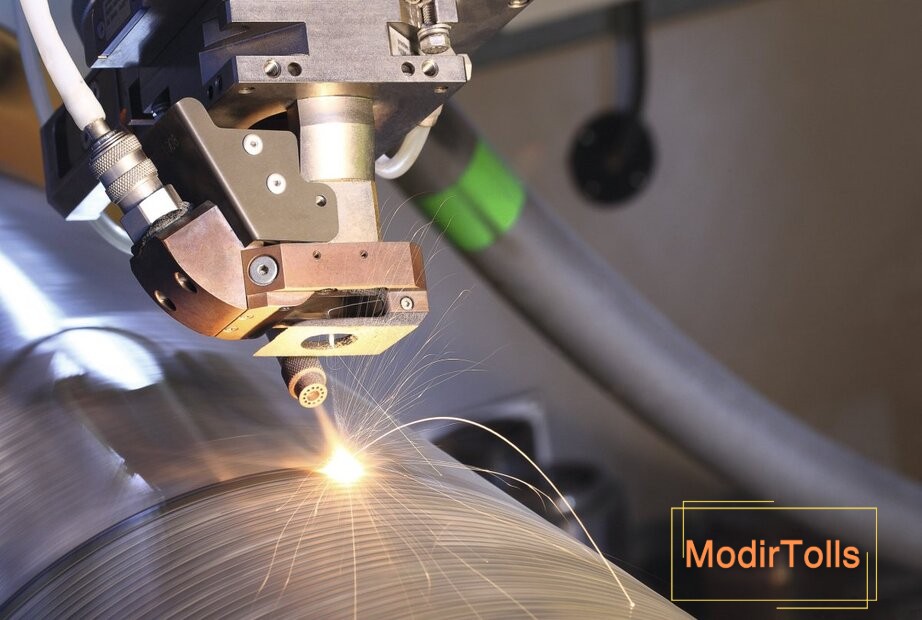
جوشکاری لیزر
جوشکاری با لیزر یکی از روشهای پرکاربرد در صنعت است. این روش نوعی جوشکاری ذوبی به شمار میرود که در آن از اشعه لیزر برای تولید حرارت لازم استفاده میشود. پرتو لیزر قادر است دمای بسیار بالایی ایجاد کند و فلزات را تا نقطه ذوب شدن گرم کند.
این فرآیند جوشکاری، دقت و کیفیت بالایی دارد و معمولاً برای اتصال قطعات فلزی نازک تا با ضخامت متوسط مناسب است.
در ادامه، اطلاعات بیشتری درباره دستگاههای جوشکاری و برش رونیکس ارائه میشود.
این دستگاهها برای اتصال قطعات فلزی یا جدا کردن آنها با استفاده از حرارت بالا به کار میروند. محصولات رونیکس معمولاً با توجه به نیازهای مختلف ساخته شدهاند و برای مصارف گوناگون، از کارهای کوچک خانگی تا پروژههای صنعتی بزرگ، مناسب هستند.
توصیه میکنیم حتماً مقاله فوت و فنهای نصب دوربینهای مداربسته را مطالعه کنید.
استفاده از این ابزارها با رعایت نکات ایمنی، مانند استفاده از لباس محافظ و عینک مخصوص، بسیار مهم است.
جوشکاری پرتو الکترونی
جوشکاری با پرتو الکترونی روشی است که در آن از باریکهای از ذرات الکترون با سرعت بالا برای آب کردن لبههای قطعات فلزی استفاده میشود. این کار در محیط خالی از هوا (خلاء) انجام میگیرد تا از ترکیب فلز با اکسیژن و اکسیده شدن آن جلوگیری شود.
در این روش، دستگاهی به نام تفنگ الکترونی، پرتو الکترونها را به سوی محل اتصال قطعات فلزی میفرستد. هنگامی که این الکترونها به اتمهای فلز برخورد میکنند، انرژی خود را به فلز منتقل کرده و باعث داغ شدن و ذوب شدن آن ناحیه میشوند. پس از ذوب شدن، فلزهای دو قطعه در هم آمیخته و پس از سرد شدن، اتصال محکمی به نام جوش تشکیل میدهند.
جوشکاری ذوبی اکسی گاز
جوشکاری اکسی گاز یک شیوه اتصال فلزات است که در آن، از گرمای یک شعله برای آب کردن لبههای قطعات استفاده میشود. این روش، ساده و کمهزینه بوده و برای فلزاتی با ضخامت کم یا متوسط کاربرد دارد.
در این فرآیند، یک مشعل ویژه به کار میرود که دو نوع گاز را با هم ترکیب کرده و شعله مورد نیاز را ایجاد میکند.
آشنایی با جوشکاری غیر ذوبی و معرفی انواع آن
در روش جوشکاری بدون ذوب، برخلاف روشی که در آن فلز ذوب میشود، مواد و قطعات کار، ویژگیهای اصلی خود را حفظ میکنند. در این نوع جوشکاری، معمولاً از حرارت بالا استفاده نمیشود. در عوض، قطعات جامد با استفاده از مکانیسم نفوذ و اتصال در سطح اتمی به هم پیوند میخورند.
این روش خود شامل چندین نوع مختلف است که در ادامه به آنها پرداخته میشود.
جوشکاری مقاومتی
جوشکاری مقاومتی یک فرآیند اتصال فلزات است که بدون ذوب کردن آنها انجام میشود. در این روش، قطعات فلزی تحت فشار قرار میگیرند و همزمان جریان الکتریکی قوی از نقطه تماس آنها عبور داده میشود. این عمل باعث میشود قطعات در محل اتصال به هم جوش بخورند. جوشکاری مقاومتی خود به چند شیوه مختلف انجام میپذیرد که در ادامه هر یک را به طور جداگانه شرح خواهیم داد.
اینورتر پاور پلاس رونیکس مدل RH-4602
جوشکاری مقاومتی نقطهای
در روش جوشکاری نقطهای، دو قطعه فلزی روی هم قرار میگیرند و در یک نقطه مشخص، تحت فشار قرار میگیرند. سپس یک جریان الکتریکی قوی از نقطه تماس این دو قطعه عبور داده میشود. گرمای ناشی از این جریان، باعث میشود لبههای فلز در آن نقطه ذوب شوند. پس از ذوب، این مواد با یکدیگر مخلوط شده و پس از سرد شدن، یک اتصال محکم به نام جوش تشکیل میدهند.
جووشکاری مقاومتی درز جوش
در روش جوشکاری درز، دو قطعه فلزی در کنار یکدیگر و در یک خط راست قرار میگیرند و به هم فشار داده میشوند. سپس جریان برق قویای از نقطه تماس آنها عبور داده میشود. این عبور جریان برق، باعث میشود لبههای دو قطعه در امتداد خط اتصال، ذوب شوند. پس از ذوب شدن، فلزات مذاب با یکدیگر مخلوط شده و پس از سرد شدن، یک اتصال جوشی یکپارچه ایجاد میکنند.
این شیوه جوشکاری، بسیار سریع و آسان است و معمولاً برای اتصال قطعاتی که نازک و دراز هستند، مناسب میباشد.
جوشکاری اصطکاکی
یکی دیگر از راههای جوشکاری که در آن قطعات ذوب نمیشوند، جوشکاری اصطکاکی نام دارد. در این روش، یکی از قطعات ثابت نگه داشته میشود و قطعه دیگر به چرخش درمیآید. در محل برخورد این دو قطعه، بر اثر مالش و اصطکاک، دمای سطح بالا میرود. با رسیدن به دمای مناسب، مواد در محل اتصال نرم و خمیری میشوند و در نهایت دو قطعه به هم جوش میخورند.
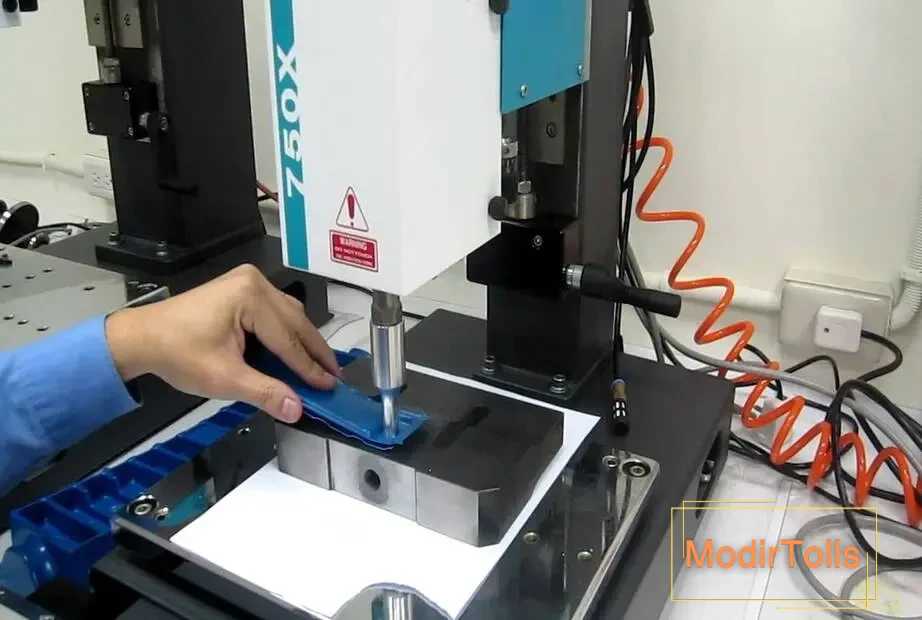
جوشکاری فراصوت
در روش جوشکاری فراصوتی، قطعات فلزی با کمک امواج صوتی بسیار بالا به هم نزدیک و تحت فشار قرار میگیرند تا به یکدیگر متصل شوند. این شیوه برای اتصال ورقهای نازک و مواد حساس مانند آلومینیوم و فولاد ضدزنگ ایدهآل است.
جوشکاری انفجاری
جوشکاری انفجاری روشی است که در آن از انرژی یک انفجار برای پیوند دادن دو یا چند قطعه فلزی بهره میبرند. این شیوه بیشتر برای اتصال فلزات بسیار ضخیم مناسب است.
در این روش، ابتدا قطعات فلزی با فاصلهای معین از یکدیگر قرار میگیرند. سپس با کمک مواد منفجره، یک موج انفجاری ایجاد میشود. این موج باعث میگردد لبههای قطعات با سرعت و فشار بسیار زیاد به هم برخورد کنند و در اثر این برخورد، به صورت محکم به هم بچسبند.
**عوامل مؤثر در انتخاب روش جوشکاری**
پس از شناخت روشهای مختلف جوشکاری، خوب است معیارهای انتخاب یک روش مناسب را نیز بدانیم. انتخاب بهترین روش برای هر کار، به شرایط گوناگونی بستگی دارد. این شرایط مشخص میکنند کدام روش برای موقعیت مورد نظر بهتر جواب میدهد و نتیجه مطلوبتری خواهد داشت. در ادامه، مهمترین این عوامل را مرور میکنیم.
**جنس و ضخامت مواد:** یکی از نخستین چیزهایی که باید بررسی شود، جنس و ضخامت قطعاتی است که میخواهیم جوش دهیم. بعضی روشها برای مواد نازک بهتر عمل میکنند و برخی دیگر برای قطعات ضخیم طراحی شدهاند. به عنوان نمونه، جوشکاری قوس الکتریکی معمولاً برای فلزات ضخیم و جوشکاری لیزری برای مواد نازکتر مناسبتر است.
**شرایط محیط کار:** اوضاع محیطی که جوشکاری در آن انجام میشود نیز بسیار مهم است. مواردی مانند دمای هوا، میزان رطوبت و وجود گرد و غبار یا آلودگی میتوانند روی کیفیت جوش اثر بگذارند. برای مثال، در فضای باز و در شرایطی که باد شدید میوزد، ممکن است لازم باشد از روشهایی مثل جوشکاری زیرپودری استفاده کرد.
**هزینه و زمان اجرا:** هزینههای مربوط به دستگاهها، مواد اولیه و دستمزد نیروی کار، به علاوه مدت زمانی که فرآیند جوشکاری طول میکشد، از عوامل مهم دیگر هستند. در پروژههایی که سرعت اجرا اهمیت زیادی دارد، ممکن است به جای روشهای دستی، از جوشکاری خودکار یا رباتیک استفاده شود.
**کاربرد نهایی قطعه:** اینکه قطعه جوشخورده در نهایت چه استفادهای خواهد داشت نیز بسیار مهم است. برخی روشهای جوشکاری برای سازههای سنگین و تحت فشار مناسبترند، در حالی که برخی دیگر برای قطعات ظریف یا تزئینی به کار میروند.
در اینجا میتوانید اطلاعات کاملتری درباره زمان مناسب تعویض صفحه کلاچ | نشانه های خرابی صفحه کلاچ کدام است؟ بیابید.
در پایان، انتخاب روش درست جوشکاری باید با توجه به همه این عوامل و نیازهای دقیق پروژه انجام پذیرد. گاهی نیز ممکن است لازم باشد در یک پروژه از چند روش جوشکاری مختلف با هم استفاده شود. این کار نیاز به تخصص و تجربه کافی دارد و باید با دقت فراوان انجام شود تا بهترین نتیجه به دست آید.

اینورتر جوشکاری رونیکس
راهنمای ایمنی هنگام کار
رعایت اصول ایمنی در جوشکاری بسیار مهم است، زیرا این کار میتواند باعث صدمات جدی مانند سوختگی، برقگرفتگی و آسیب چشمی شود. برای محافظت از خود، استفاده از وسایل ایمنی مانند ماسک مخصوص جوش، دستکش و لباس نسوز ضروری است. همچنین، آشنایی با انواع روشهای جوشکاری به فرد کمک میکند تا در هر شرایطی، تدابیر ایمنی درست را رعایت کند.
هر نوع جوشکاری ممکن است خطرات مخصوص به خود را داشته باشد؛ بنابراین کسب دانش و تجربه کافی برای انتخاب و استفاده از تجهیزات محافظتی لازم است. نکته مهم دیگر این است که در روشهای مختلف جوشکاری مانند جوش با گاز، جوش قوس الکتریکی و جوش لیزری، خطرات متفاوتی وجود دارد. به عنوان نمونه، در جوشکاری گازی خطر انفجار گازهای قابل اشتعال وجود دارد، در حالی که در جوش قوس الکتریکی، خطر برقگرفتگی بیشتر است. یادگیری کامل روشهای جوشکاری و دقت به نکات ایمنی هر روش، میتواند خطرات را کم کرده و امنیت محیط کار را افزایش دهد.
سخن آخر
در این نوشته، روشهای معمول جوشکاری را معرفی کرده و موارد استفاده هر روش را بیان میکنیم. جوشکاری یک کار تخصصی است که علاوه بر مهارت و دانش، به ابزارهای مناسب نیز نیاز دارد. رونیکس، به عنوان گستردهترین برند تولیدکننده ابزار در ایران، محصولات جوشکاری را با بهترین کیفیت به مشتریان ارائه میدهد.
سوالات متداول
رونیکس چه دستگاههای جوش و برشی میسازد؟ رونیکس به عنوان گستردهترین برند سازنده ابزار در ایران، انواع تجهیزات جوش و برش را با بهترین کیفیت تولید و به بازار ارائه میدهد. این محصولات شامل دستگاههای اینورتر جوشکاری، ابزارهای مخصوص جوش لوله، مشعلهای جوشکاری و همچنین مانومتر میشود.
چطور میتوانم اینورتر جوشکاری رونیکس بخرم؟ برای خرید اینورترهای رونیکس و سایر ابزارهای این برند، میتوانید به فروشگاههای ابزارفروشی در سرتاسر کشور مراجعه کنید.
جوشکاری ذوبی با غیرذوبی چه فرقی دارد؟ در جوشکاری ذوبی، قطعات کار در اثر حرارت بالا ذوب میشوند و به هم متصل میگردند. اما در جوشکاری غیرذوبی، این نیروی مکانیکی است که نقش اصلی را در ایجاد اتصال بین قطعات ایفا میکند.