



تکنولوژی با این هدف پدید آمده که کارهای مختلف را در کوتاهترین زمان، با سادگی و بالاترین کیفیت انجام دهد. ابزارها نیز از این هدف جدا نیستند. آنها ساخته شدهاند تا زندگی ما را بهبود بخشند.
جوشکاری نیز مانند بسیاری از رشتههای صنعتی، از گذشته تا امروز دگرگونیهای فراوانی را تجربه کرده است. امروزه برای جوشکاری، دیگر لازم نیست از دستگاههای ترانسفورماتور سنگین و بزرگ استفاده کرد! با پیدایش اینورترها و شیوههای نوین جوشکاری، میتوان جوشهایی بسیار محکم و باکیفیت ایجاد نمود.
در رونیکس، همواره میکوشیم تا شما را بیشتر با انواع ابزار و روشهای بهکارگیری آنها آشنا کنیم. بر همین اساس، در این مقاله قصد داریم به یکی از روشهای جوشکاری یعنی جوشکاری Co2 و مراحل انجام آن بپردازیم. با ما همراه باشید.
جوشکاریCo2 چیست؟
جوشکاری CO2 یکی از روشهای جوشکاری قوسی با گاز محافظ (GMAW) محسوب میشود. در این فرآیند، از گاز دیاکسید کربن به عنوان محافظ استفاده میگردد. این نوع جوشکاری با دستگاههای مخصوصی که توانایی کار با این گاز را دارند انجام میپذیرد. امروزه با کمک دستگاههای اینورتر جوش CO2 یا MIG، انجام این کار بسیار ساده شده است.
این روش دارای قدرت محافظتی بالایی است و در آن، قوس الکتریکی (که نوعی تخلیه الکتریکی در هوا یا محیطهای معمولاً نارسانا است) و حوضچه مذاب (یعنی ناحیه برخورد الکترود با قطعه کار) به وضوح برای جوشکار قابل مشاهده است.
علاوه بر محافظت عالی، قیمت گاز CO2 حدود یکدهم قیمت گاز آرگون است. به همین دلیل، در صنایع مرتبط با فولاد از این روش جوشکاری به طور گسترده استفاده میشود.
در جوشکاری با CO2 معمولاً یک لایه نازک سرباره روی ماده جوش (مواد غیرفلزی جامدی که در فلز جوش یا بین فلز جوش و فلز اصلی گیر میافتند) تشکیل میشود که باید پس از اتمام کار از سطح جوش تمیز شود.
مشخصات دستگاه جوشکاری co2 به نقل از سایت ایرومارت:
“مشخصات دستگاه جوشکاری CO2
دستگاه جوشکاری CO2، دستگاهی است که با ایجاد قوس الکتریکی و با داشتن کپسول گاز دی اکسید کربن، برای این نوع جوشکاری مورد استفاده قرار میگیرد. تغذیه سیم جوش به صورت متداول و با سرعت قابل تنظیم نیز توسط دستگاه انجام میشود.این دستگاه میتواند میزان آمپرهای متفاوتی داشته و تک فاز یا سه فاز باشد. برخی از انواع دستگاه جوشکاری CO2 به صورت آب خنک و بعضی هوا خنک تولید میشوند.”
مقاله «از ترانس جوش تا اینورتر» راهنمای خوبی در آشنایی بیشتر شما با دستگاه جوشکاری خواهد بود.
کاربرد جوشکاری Co2
میتوان از جوش co2 برای اتصال انواع فلزات، چه سخت و چه نرم، در هر ضخامتی استفاده کرد. اما این روش برای ورقهای نازک تا متوسط فولادی که سخت نیستند، مناسبتر است.
جوشکاری co2 به خاطر استحکام بالا و مقاومت خوبی که دارد، بسیار پرکاربرد است. سرعت جوشکاری در این روش زیاد است و به همین دلیل در صنایع مختلف از آن استفاده میشود. در زیر بعضی از مهمترین موارد استفاده آن را میبینید:
بدنه خودروها معمولاً از فولاد کمکربن ساخته میشود. این نوع فولاد هم جوشپذیری خوبی دارد و هم باید محکم باشد. به همین دلیل برای جوشکاری بدنه خودرو اغلب از روش co2 کمک میگیرند.
در صنعت ساختمانسازی، به دلیل اهمیت ایمنی، اتصالات باید بسیار قوی باشند. جوشکاری co2 به دلیل داشتن لایه محافظ گاز، نفوذ بهتری در محل اتصال فلزات ایجاد میکند و آن را محکمتر میسازد.
در صنعت نفت و گاز، اتصال محکم لولههای فولانی بسیار مهم است. جوشکاری co2 قطعات را در برابر رطوبت، فشار زیاد، دمای بالا و دیگر شرایط سخت مقاوم میکند.
برای ساخت بدنه کشتیها از فلزات بزرگ و سنگین استفاده میشود. به دلیل فشار آب و وجود رطوبت، معمولاً از جوش co2 استفاده میکنند چون کیفیت بالایی دارد.
بیشتر بخوانید: روش صحیح آب بندی موتورسیکلت

جوشکاری با دستگاه جوش CO2
این روش جوشکاری که به آن جوشکاری با گاز محافظ هم میگویند، یکی از پرکاربردترین روشها در صنعت است. در این فرآیند، از گاز دیاکسید کربن برای محافظت از منطقه جوش در برابر هوای محیط استفاده میشود. هوای اطراف میتواند باعث ایجاد عیب در جوش شود و گاز CO2 مانند یک محافظ از این اتفاق جلوگیری میکند.
دستگاه جوش CO2 معمولاً از یک منبع تغذیه، یک مشعل جوشکاری، یک سیم جوش که به صورت خودکار تغذیه میشود و یک کپسول گاز تشکیل شده است. هنگام کار، قوس الکتریکی بین سیم جوش و قطعه کار ایجاد شده و حرارت زیادی تولید میکند. این حرارت باعث ذوب شدن سیم جوش و لبههای قطعه کار میشود و پس از سرد شدن، اتصال محکمی ایجاد میکند.
از مزایای این روش میتوان به سرعت بالا، کیفیت خوب جوش، تمیز بودن کار و امکان استفاده در خطوط تولید صنعتی اشاره کرد. این نوع جوشکاری برای اتصال فولادهای معمولی بسیار مناسب است و در صنایعی مانند خودروسازی، ساخت سازههای فلزی و تولید لوازم خانگی کاربرد گستردهای دارد.
برای یادگیری بیشتر میتوانید مطلب مربوط به تاریخچه و انواع چکش را نیز مطالعه کنید.
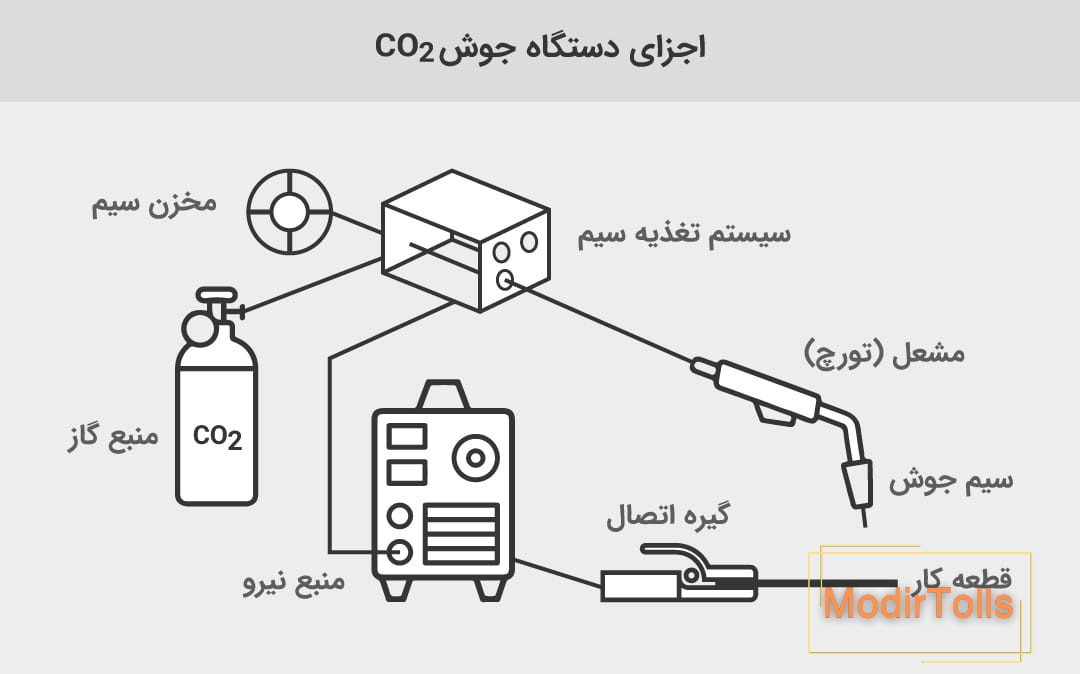
اجزا دستگاه جوش Co2
برای انجام جوشکاری co2 نیز مانند دیگر روشهای جوشکاری، به دستگاه مخصوص آن نیاز داریم. امروزه معمولاً از اینورترهای ویژهای برای این کار استفاده میشود. این دستگاه از چند بخش اصلی تشکیل شده که هر کدام وظیفه خاصی در فرآیند جوشکاری بر عهده دارند. اجزای اصلی یک دستگاه جوش co2 عبارتند از:
منبع تغذیه: این بخش، ولتاژ لازم و مناسب برای انجام جوشکاری را تولید میکند.
سیستم هدایت سیم: این قسمت، سیم جوش را با سرعتی یکنواخت و ثابت به محل جوش میرساند.
دستگاه مشعل (تورچ): کار مشعل این است که سیم جوش، گاز محافظ و جریان برق را از منبع تغذیه به نقطه جوش منتقل کند.
قرقره سیم: سیم جوش به صورت حلقهای دور این قرقره پیچیده شده است.
سیم جوش: این سیم در واقع نقش الکترود را بازی میکند و برای پر کردن فضای بین دو قطعه استفاده میشود. سیم جوش در انواع مختلفی مانند بدون آلیاژ، کم آلیاژ و آلیاژهای پایه نیکل تولید میشود و جنس آن با توجه به نوع قطعهای که میخواهیم جوش دهیم انتخاب میگردد.
منبع گاز: برای ایجاد پوشش محافظتی از گاز co2، به یک کپسول گاز نیاز است تا گاز مورد نیاز فرآیند جوشکاری تأمین شود.
گیره اتصال: این گیره، اتصال الکتریکی لازم را بین مشعل و قطعه کار برقرار میکند تا جوشکاری به راحتی انجام پذیرد.
قطعات دستگاه جوش CO2
دستگاه جوش CO2 از بخشهای اصلی زیر تشکیل شده است:
**۱. منبع تغذیه (اینورتر یا ترانس جوشکاری):**
این بخش برق شهری را به جریان و ولتاژ مناسب برای جوشکاری تبدیل میکند. وظیفه آن تأمین قدرت لازم برای ایجاد قوس الکتریکی است.
**۲. سیلندر گاز CO2:**
این سیلندر حاوی گاز دیاکسید کربن خالص یا مخلوطی از گازها (مانند آرگون و CO2) است. گاز از این سیلندر خارج میشود تا از منطقه جوش در برابر تماس با هوای محیط محافظت کند.
**۳. رگولاتور و فلومتر (تنظیمکننده فشار و دبیسنج):**
این قطعه روی سیلندر گاز نصب میشود. کار آن کاهش فشار بالای گاز داخل سیلندر و تنظیم میزان جریان گاز خروجی به میزان مناسب برای فرآیند جوشکاری است.
**۴. تفنگ جوشکاری (تورچ):**
این بخش در دست جوشکار قرار میگیرد. وظیفه آن هدایت سیم جوش به سمت قطعه کار و همچنین انتقال جریان الکتریکی و گاز محافظ به نوک قوس است. یک قطعه به نام نازل (شیپوره) نیز روی آن وجود دارد که گاز را به صورت یکنواخت اطراف قوس پخش میکند.
**۵. منبع سیم جوش (قرقره سیم):**
قرقره یا قوطی حاوی سیم جوش مصرفی است که معمولاً از جنس فولاد و با پوشش مس میباشد. این سیم به عنوان فلز پرکننده در محل اتصال استفاده میشود.
**۶. سیستم تغذیه سیم (وایر فیدر):**
این بخش شامل موتور و غلتکهایی است که سیم جوش را از قرقره کشیده و با سرعت ثابت و تنظیمشده به سمت تفنگ جوشکاری هدایت میکند.
**۷. کابلهای اتصال:**
این مجموعه شامل کابلهای اصلی است:
– **کابل اصلی (کابل قدرت):** جریان برق را از منبع تغذیه به تفنگ جوشکاری میبرد.
– **کابل اتصال به کار (کابل ماسه):** این کابل قطعه کار را به منبع تغذیه متصل میکند تا مدار الکتریکی کامل شود.
– **شیلنگ گاز:** لولهای که گاز محافظ را از رگولاتور به تفنگ جوشکاری منتقل میکند.
**۸. سیستم خنککننده (در برخی مدلهای پیشرفته):**
در دستگاههای با قدرت بالا، ممکن است یک سیستم خنککننده (آبی یا هوایی) وجود داشته باشد تا حرارت ایجاد شده در تفنگ جوشکاری را دفع کند و از overheating جلوگیری نماید.
مزایای استفاده از جوشکاری Co2
جوشکاری با گاز دیاکسید کربن (Co2) فواید بسیاری دارد. در اینجا به چند مورد کلیدی آن اشاره میکنیم.
هزینه جوشکاری با Co2 از جوشکاری با گازهای بیاثری مثل آرگون کمتر است و بنابراین مقرونبهصرفهتر میباشد.
در این روش، جرقههای ایجاد شده بسیار کمتر از دیگر روشهای جوشکاری است.
همچنین در این فرآیند، امکان تغذیه پیوسته و بدون وقفه سیم جوش وجود دارد.
به دلیل استفاده از سیستم تغذیه سیم به جای تعویض مداوم الکترود، زمان جوشکاری کاهش مییابد.
دیاکسید کربن تنش سطحی بین قطعات را هنگام جوشکاری کم میکند و در نتیجه جوشی با کیفیت بالاتر، نفوذ بهتر و عمق بیشتر ایجاد میشود.
این نوع جوشکاری به راحتی در تمام حالتها و موقعیتهای مختلف قابل اجرا است.
حوضچه مذاب و قوس الکتریکی در این روش به وضوح دیده میشوند.
میزان سرباره تولیدشده در این فرآیند در مقایسه با روشهای دیگر بسیار کمتر است.
این روش از سیم جوش با قطر نسبتاً کمی استفاده میکند که باعث افزایش چگالی جریان میشود.
معایب استفاده از جوشکاری Co2
در بیشتر موارد، جوشها دارای کاستیهایی هستند و دستیابی به یک جوش کاملاً ایدهآل و بدون عیب، تقریباً غیرممکن است. این موضوع به ویژه در جوشکاریهای انجام شده با دست، بیشتر دیده میشود. جوشکاری co2 نیز مانند دیگر روشهای جوشکاری، معایب خاص خود را دارد. البته میزان و شدت این عیوب به مهارت فرد جوشکار، کیفیت دستگاه و لوازم مورد استفاده و همچنین رعایت دقیق اصول ایمنی بستگی دارد. برخی از کاستیها و مشکلات جوشکاری co2 عبارتند از:
تجهیزات و لوازم دستگاه جوش Co2 در مقایسه با دیگر دستگاههای جوش، قیمت بالاتری دارد.
کار کردن با این دستگاه تا حدی پیچیده است و به آموزش و کسب مهارت نیاز دارد.
در فرایند جوشکاری با این دستگاه، گاز مونوکسیدکربن تولید میشود که استنشاق آن برای سلامت انسان خطرناک است.
پرتوهای ناشی از قوس الکتریکی در این جوشکاری میتواند به چشمها و پوست آسیب برساند.
به دلیل استفاده از گاز دیاکسید کربن در این روش، باید از دستگاه در برابر وزش باد محافظت کرد. به همین دلیل استفاده از آن در فضای باز امکانپذیر نیست.
این نوع جوشکاری به کیفیت و خلوص گاز Co2 و همچنین تمیزی سیم جوش، حساسیت زیادی دارد.
اگر قصد خرید دستگاه جوش دارید، مقاله «راهنمای خرید اینورتر جوشکاری» میتواند نکات مفیدی را در زمان خرید به شما ارائه دهد.
دستورالعمل جوشکاری Co2
برای استفاده از دستگاه جوش اینورتر co2 این نکات را رعایت کنید:
به دلیل خطرهایی که هنگام جوشکاری با این دستگاه وجود دارد، پیش از شروع کار حتماً از ماسک مخصوص با فیلتر مناسب، دستکش، لباس کار، کلاه و کفش ایمنی استفاده کنید.
شیر کپسول گاز را باز نمایید.
دستگاه را روشن کنید.
میزان خروج گاز را با استفاده از رگولاتور تنظیم کنید.
با توجه به جنس و ضخامت قطعهای که میخواهید جوش دهید، ولتاژ دستگاه را تنظیم کنید.
سرعت حرکت سیم جوش را بر اساس صدای جوش و نحوه برخورد آن به قطعه کار، تنظیم نمایید.
حالا میتوانید جوشکاری را آغاز کنید.
جوشکاریCo2 بدون کپسول
یکی از چالشهای دستگاههای جوش co2، جابهجایی دشوار آنها به خاطر وجود کپسول گاز است. همچنین کپسولها فضای زیادی میگیرند و به ویژه در محیطهای کوچک یا کارگاههای محدود، ایجاد مشکل میکنند. امروزه دستگاههای جوشکاری co2 بدون کپسول نیز وارد بازار شدهاند. این دستگاهها در دو مدل تکفاز و سهفاز تولید میشوند و قابلیت استفاده در بیشتر زمینههای صنعتی را دارند. از برتریهای این نوع دستگاهها میتوان به حمل آسان و اشغال فضای کمتر اشاره کرد.
نکات ایمنی جوشکاری Co2
به طور کلی، جوشکاری با گاز CO2 خطرات زیادی ندارد. برای نمونه، جرقههای کم این روش به بالا بردن ایمنی محیط کار کمک میکند. با این حال، این فرآیند باعث به وجود آمدن گاز مونوکسید کربن در فضا میشود که اگر در کارگاههای دربسته به مدت طولانی تنفس شود، ممکن است موجب خفگی و آسیبهای جدی به ریهها گردد. بنابراین هنگام جوشکاری در فضاهای بسته حتماً باید از ماسک مخصوص استفاده کرد و محیط باید تهویه کافی داشته باشد.
همچنین از این روش به شکل گستردهای برای وصل کردن قطعات فولادی استفاده میشود که دمای ناحیه جوش را به میزان زیادی افزایش میدهد. این مسئله میتواند باعث سوختگی شدید دستها شود. به همین دلیل و برای جلوگیری از صدمات ناشی از حرارت، لازم است از دستکشهای مقاوم استفاده شود.
علاوه بر این موارد، رعایت چند نکته کلیدی در جوشکاری با دیاکسید کربن ضروری است که نه تنها سلامت دستگاه را حفظ میکند، بلکه روی کیفیت جوش نیز تأثیرگذار است:
– پیش از آغاز جوشکاری، حتماً سطح قطعات را با ابزار مناسب صاف و یکدست کنید و سپس کار جوش را شروع نمایید.
– کپسول گاز باید همیشه به صورت ایستاده و در جای ثابتی نگهداری شود.
– در زمان کار با دستگاه جوش، به وضعیت جریان برق توجه داشته باشید.
– هنگام جوشکاری مطمئن شوید دستهایتان چرب نباشد و هرگز شیرهای کپسول را روغنکاری نکنید.
– شیر کپسول را کاملاً باز نکنید، بلکه تنها نیم دور آن را بچرخانید تا در صورت لزوم بتوانید جریان گاز را به سرعت قطع کنید.
– برای تنظیم فشار گاز توسط رگولاتور، قطر سیم جوش را در نظر بگیرید. معمولاً برای سیمهای فولادی ضریب ۱۰ استفاده میشود. به عنوان مثال، اگر قطر سیم ۰٫۸ باشد، فشار خروجی گاز روی عدد ۸ تنظیم میگردد.
– اگر سرعت سیم زیاد باشد، ممکن است سطح کار سوراخ شود و اگر سرعت سیم کم باشد، سیم به اصطلاح پس میزند؛ بنابراین در تنظیم سرعت سیم دقت کافی داشته باشید.
– داخل دستگاه جوشکاری باید در بازههای زمانی منظم تمیز شود. این بازه زمانی به میزان استفاده از دستگاه و تمیزی محیط کار بستگی دارد.
– برای تمیز کردن یا تعمیر بدنه دستگاه، پیش از باز کردن آن، حتماً دستگاه را از برق اصلی جدا کنید.

جوشکاری با گاز CO2 روشی است که در آن از یک دستگاه مخصوص برای اتصال قطعات فلزی به یکدیگر استفاده میشود. در این فرآیند، از گاز دیاکسید کربن برای محافظت از محل جوش در برابر هوا استفاده میکنند. این کار باعث میشود جوش تمیزتر و محکمتر انجام شود.
این نوع جوشکاری معمولاً برای فلزاتی مانند فولاد به کار میرود و سرعت کار نسبت به برخی روشهای دیگر بالاتر است. دستگاه مورد استفاده در این روش، سیم جوش مخصوص و گاز CO2 را همزمان به نقطه جوش هدایت میکند تا عمل اتصال به خوبی انجام شود.
کار با این دستگاه نیاز به آموزش و رعایت نکات ایمنی مانند استفاده از ماسک، دستکش و لباس مناسب دارد تا از آسیبهای احتمالی جلوگیری شود.
سخن آخر
در این مطلب از مجله رونیکس، به سراغ جوشکاری CO2، کاربردهای آن و روش انجامش رفتیم. این روش به خاطر آسانی کار و هزینه مناسب، بسیار پراستفاده است.
ابزارها برای این ساخته شدهاند که در کارهای گوناگون کنار ما باشند. هدف ما در رونیکس، رواج دادن فرهنگ استفاده از ابزار در زندگی روزمره شماست. به همین خاطر در این مجله، شما را با دنیای گسترده ابزار و کاربردهای آن آشنا میکنیم. زیرا معتقدیم باید سبک زندگی رونیکسی داشت!
بیشتر بخوانید:«جوشکاری آرگون چیست»«همه چیز درباره دستگاه جوش اینورتر و ویژگی های آن»
{“@context”:”https://schema.org”,”@type”:”FAQPage”,”mainEntity”:[{“@type”:”Question”,”name”:”تفاوت جوشکاری میگ با جوشکاری تیگ در چیست؟”,”acceptedAnswer”:{“@type”:”Answer”,”text”:”در میگ از گاز Co2 و در تیگ از گاز آرگون به عنوان لایه محافظ استفاده میشود. از جوشکاری میگ در فرآیند جوش به صورت مداوم میتوان استفاده کرد، اما جوشکاری تیگ به صورت نقطهای است. سرعت جوشکاری میگ نسبت به تیگ بالاتر است.”}}]}
سوالات متداول
تفاوت جوشکاری میگ با جوشکاری تیگ در چیست؟در میگ از گاز Co2 و در تیگ از گاز آرگون به عنوان لایه محافظ استفاده میشود. از جوشکاری میگ در فرآیند جوش به صورت مداوم میتوان استفاده کرد، اما جوشکاری تیگ به صورت نقطهای است. سرعت جوشکاری میگ نسبت به تیگ بالاتر است.